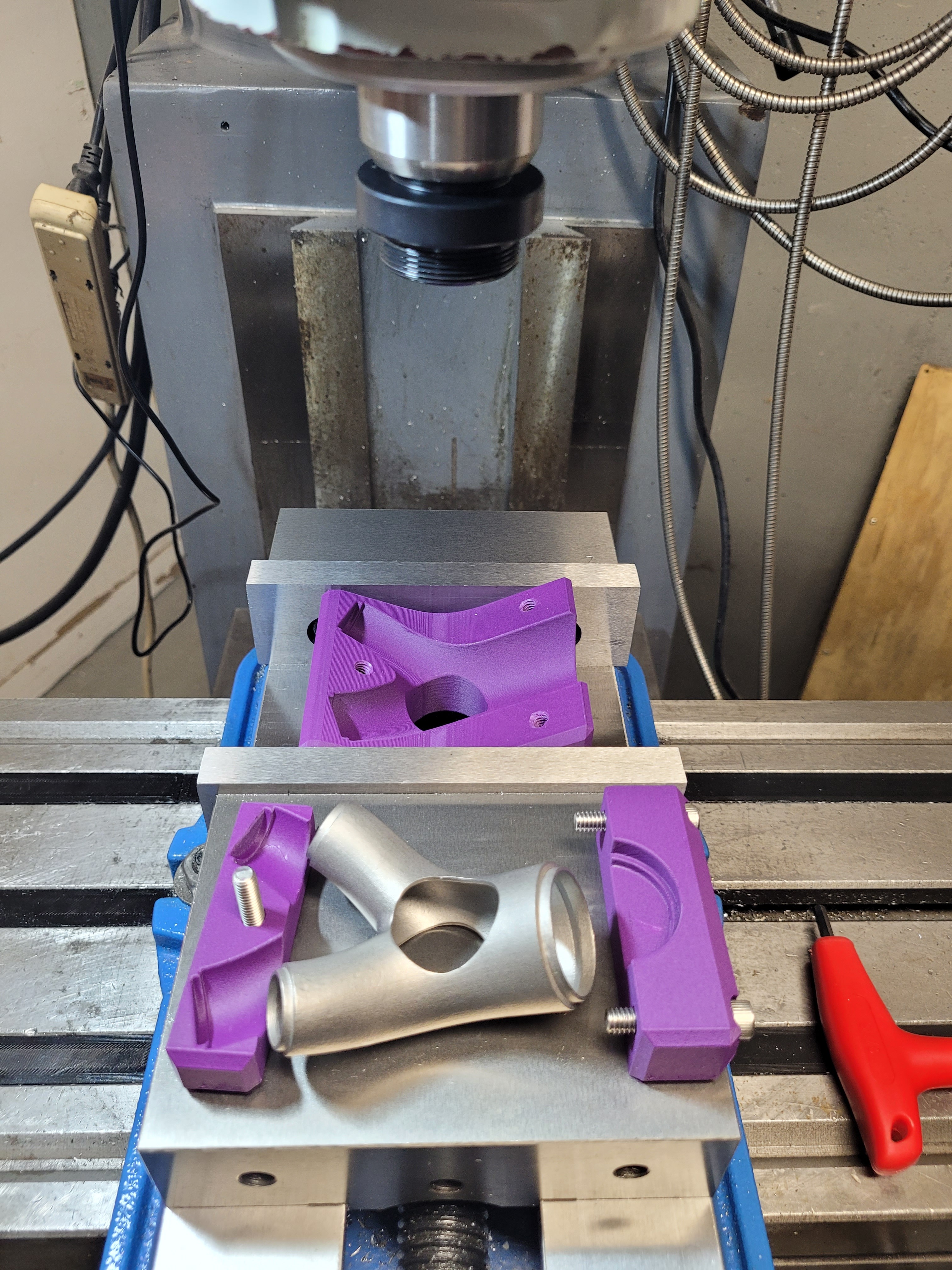
These junctions have a thru hole for the seat post that sees some warping during printing. I have consistently had to open these hole with a boring bar to get the seat post to fit. The main material removal is from the back 1/3rd of the hole, which makes sense as that would be the portion sagging during print. I originally oversized these holes slightly hoping they would fit without rework.
I’m debating whether I should close these holes up ~0.5mm and just plan on cutting the seat tube hole for every frame. Is anyone else using similar junctions that could share some insight?
I didn’t realize, but that is the benefit of designing the part without the seat stay section connected. We can just pry open the yoke to get it to slide over!
Does anyone have any experience bonding 3D printed SS to carbon tubes? Is that a dumb idea? I know you gotta protect against galvanic corrosion when bonding to 7075, so I assume you have to do the same with 316 SS. The reason I ask is 3D printing SS is so much cheaper than trying to be like the Athertons and 3D printing in titanium. Happy to move this to a different thread if not on-topic enough.
Nick did a BMX with a stainless lug bonded to a carbon tube.
According to all my googling, galvanic corrosion is not an issue with stainless. Even so, it would be a problem in 5-10 years. I wouldn’t worry about it.
I think best practice is designing to the tap drill size and completely cutting the threads with a tap. I have had a lot of luck with this approach (only 316SS though). The threads would not be as strong if they were printed and there is a good chance the printed hole will not be perfectly round without post print machining.
All that said, I think I have seen some builders on this forum printing usable T47 BB threads so I’m sure there are other ways to do it too.
Tapping titanium sucks! I’ve broken so many taps in 3D printed parts that I’ve become an expert at extracting them (use a center punch to chisel them out!). I don’t think there’s enough dimensional control to print the threads at any depth, but I could be wrong about that. My strategy for M5 holes has been:
Tap using a YMW 387704 that Mark @ Paragon recommended. I use a lot of Anchorlube and try to go slow/consistent to avoid work hardening as much as possible.
I tend to run into issues with high aspect ratios so I’d recommend keeping your thread depth as low as possible.
I just got some stainless parts where I have modeled the threads and I am pretty happy with. Still needed to chase them with a tap, but much easier and so far the threads seem good to go.
I’ve been reliably informed that the Guhring taps are the only ones to choose for Ti and Stainless. Print the hole a fraction undersized, drill to normal tap hole sizes and tap away. Potentially a spiral tap may add some ease as well. Unsure of that though.
I just watched the GCN advertisement for the new Colnago (and apparently Ferrari?)
They were quite tight lipped about their process but I have to assume they are using Stainless 3DP parts and 4130. They seem to heavily favor brazing, I wonder if it is because of the dissimilar materials or easier to blend the seam on the final product; maybe both.
I also noticed they had a large lip on the parts during post print inspection and appear to still have the lip during brazing.
Maybe they add the filler from the outside instead of putting a coil in the tube and letting it flow out? If you try to add filler to a small gap it will be very difficult to get any penetration and the flux tends to burn easily on the edges. The lips might make it easier to get the filler into the gap maybe?
All Provas are TIG welded so I’d assume that extra Ti collar on the print is so he doesn’t have to use as much/any filler when welding. Discussed in the post below.
That’s it.
The ring also lets the silver build up as a little fillet against it, so when sanding back the joint to be flush with the tube the silver filler will be perfectly smooth since you have excess to remove.
If using a part without a lip it’s possible that the filler pool dips down a bit as the joint cools. Then you end up with a ring of silver that’s not flush with the tube and you might have to go back to top up the silver after the initial braze cools.
As Jimmy said. The lip helps draw the filler and fill the gap with a ring of silver on the inside to start with. Tes it means work to finish flush but its very difficult to get the seam to fill completely. There is always a spot missed. 316SS is a bad conductor of heat which adds to the complexity.
Prova uses the lip as filler in the seam when he welds it.
I saw the finish on the video near the headtube. They could do better. Frustrating to see everyone frothin’ over what Colnago is doing yet there are quite a few of us already doing the same thing and have been for a couple years now.
If the same designs are being 3D printed for different frames, it would be sensible to investment cast them. The cost would decrease, and there would be greater certainty about mechanical integrity(which remains a concern with 3D printed parts).