Thanks Daniel for your help in getting my parts done. I was aware of the possibilities with printing but having the parts in hand just opens up new layers of understanding of the potential.

11 Likes
Does anyone have any tutorials they would recommend for designing parts like these yokes, focusing on the complex curvature of the bodies? Doesn’t have to be bike related, just wanting to learn these tools.
1 Like
I do my modelling in plain AutoCAD. I haven’t had teh time to sit down and properly learn to use Fusion or Solidworks. Though Fusion has some similarity to to AutoCAD being an Autodesk product. The main tool to use here is loft. I created the shapes on the planes in the positions I wanted the shape of the section to be and useb loft to blend a skin through those shapes. Think of it similar to a a canvas kayak where the frame underneath defines the shape and the skin just joins it all.
There will be some specific tutorials for the tools need to get to that in say Fusion. I’m about to remodel my yokes and will try to grab some screen shots showing how I build up the profiles. That will show a basic road map of how I got there.
2 Likes
I appreciate the feedback! I’ve started playing around with the loft tool and was getting some weird bodies when attempting to make things like the Y yokes, but after a few more hours (and hours of youtube) I think I’ve made a through break throughs! I like your comparison to the canvas kayak skin!
3 Likes
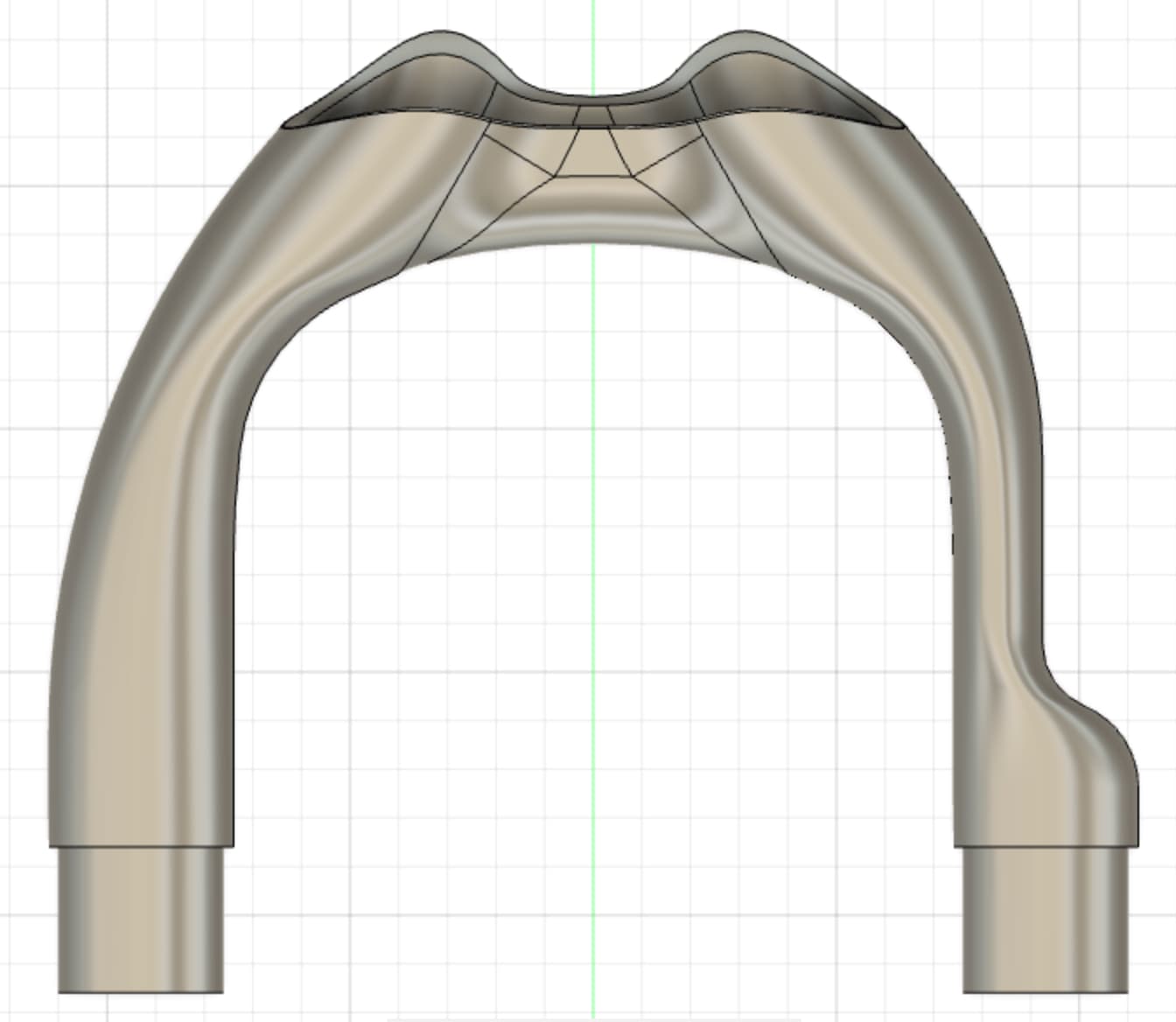
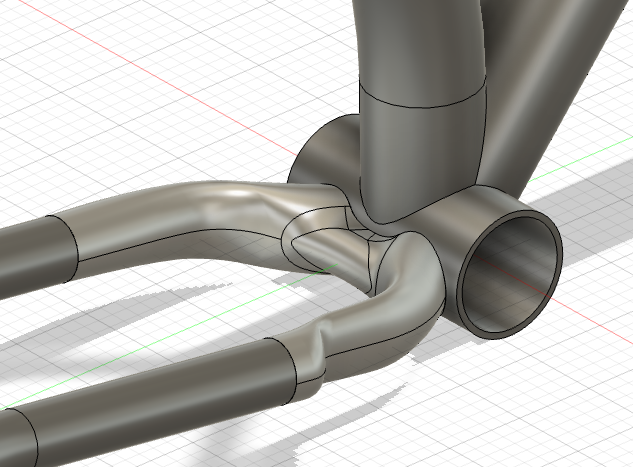
As promised, here is a preview of the yoke I intend to send to the printer. It clears a 29x2.4 tire, 34t chainring, and 418mm CS with some wiggle room, and it will make fabrication much easier.
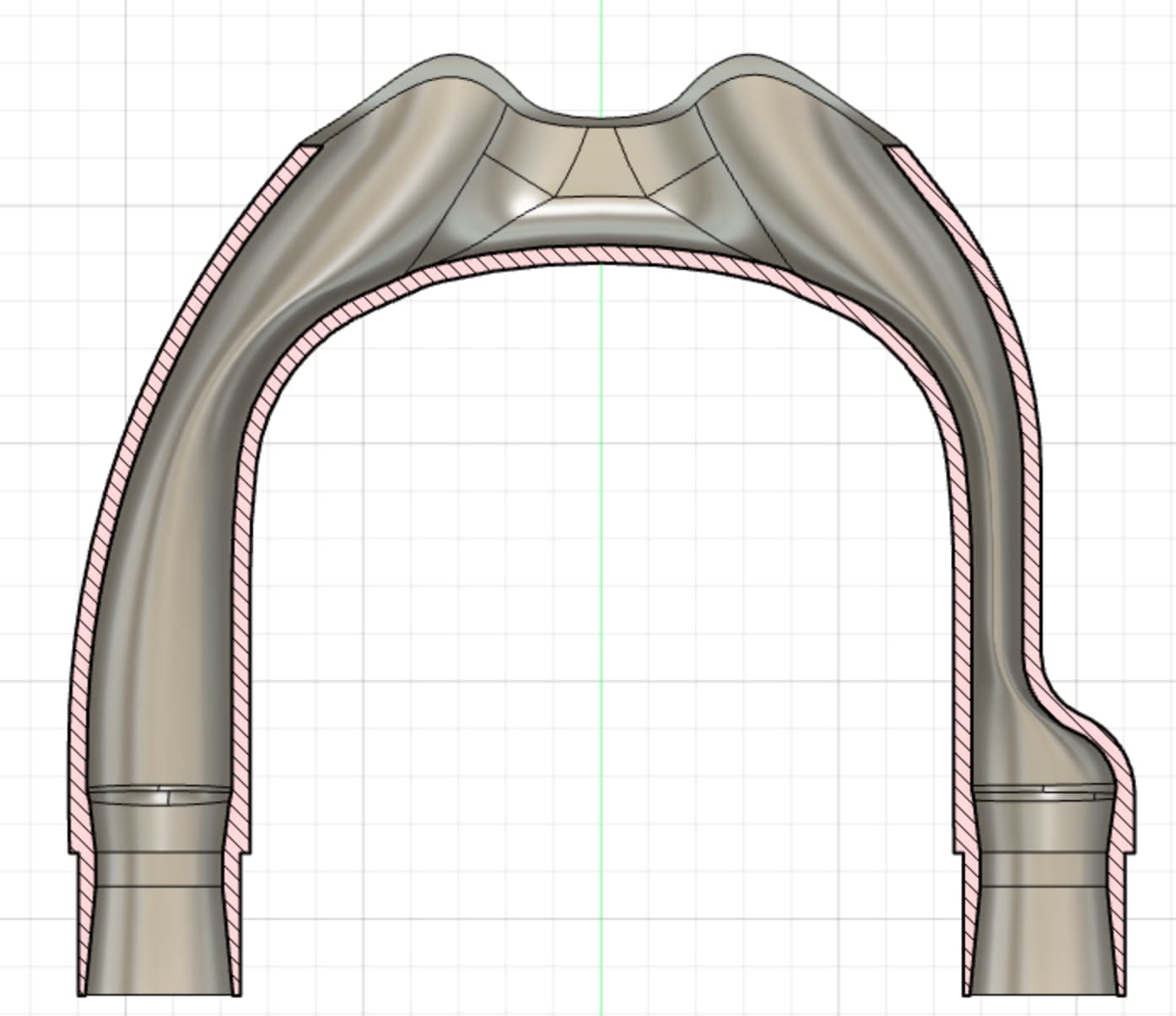
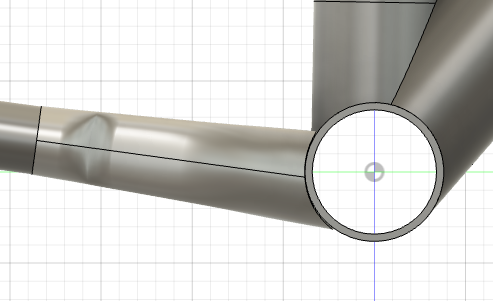
It’s designed to be brazed so I’ve lengthened the CS plugs to maximize overlapping surface area and tapered their insides to hopefully reduce stress concentration at the joint and thick-to-thin interfaces. I’ve also offset the CS centerline below the BB axis of symmetry. I like the way it looks and it gives me slightly more surface area for silver to stick to as well. You all likely already know this, but it bears repeating that the strength of a brazed joint increases with surface area, and stress concentrations in the joint decrease with the length of the joint. There’s more on that here if you’re interested.
Per Daniel’s suggestion, I put a small (~0.2mm) fillet on the sharp edges where the yoke meets the BB shell. This is so the part doesn’t get flagged by the printer’s slicing software for having edges that are too sharp.
Thoughts? Suggestions?
3 Likes
What filler are you planning on using to braze this?
When using Daniel’s yokes, we initially created a design with longer plugs to allow brazing. I think silver or fillet pro would probably work in the plugs.
IMO, silver / fillet pro will not be strong enough for the yoke to BB section for a MTB. These parts are also expensive, and as you know, stainless can be a PITA to work with, and you don’t want to mess it up. Messing your fillet up and having to restart would give me PTSD. I decided to tig them in the end, and haven’t had any failures.
If I absolutely had no choice, and was using something like Fillet Pro (stronger than 45% silver), I’d be tempted to cut up tiny pieces of filler and preemptively put it inside of the joint going to yoke to BB just to make extra sure that there is material bonding the two on the inside. I’ve only done this with dropouts though, so I’m not sure if you’d be able to pull it to the outside. I’d be very nervous about overheating the joint and burning flux.
2 Likes
I was planning on using Fillet Pro. I purchased one of Daniel’s yokes a while ago and brazed that into my current MTB with Fillet Pro and it has held up for a few months of riding. However that’s n = 1 which isn’t great.
Cycle Design says that Fillet Pro is ‘beyond any brass in finish strength at silver temps,’ but I’m not exactly sure how to parse that. I don’t use brass for filler rod, and Cycle Design doesn’t sell brass filler rod - they sell (and I use) bronze. So either this is a typo and they mean bronze, or it’s useless and unrelated information. I tend to think it’s the former, especially because they talk about LFB farther down on the page. If they are telling the truth about the strength of Fillet Pro, then this joint should be plenty strong because it’s got significantly more surface area than typical a CS-BB joint with 30x16mm chainstays, which I would consider acceptably strong when done with LFB. Can others chime in on the strength of fillet pro?
I was planning on doing something like what David Kirk is doing here:
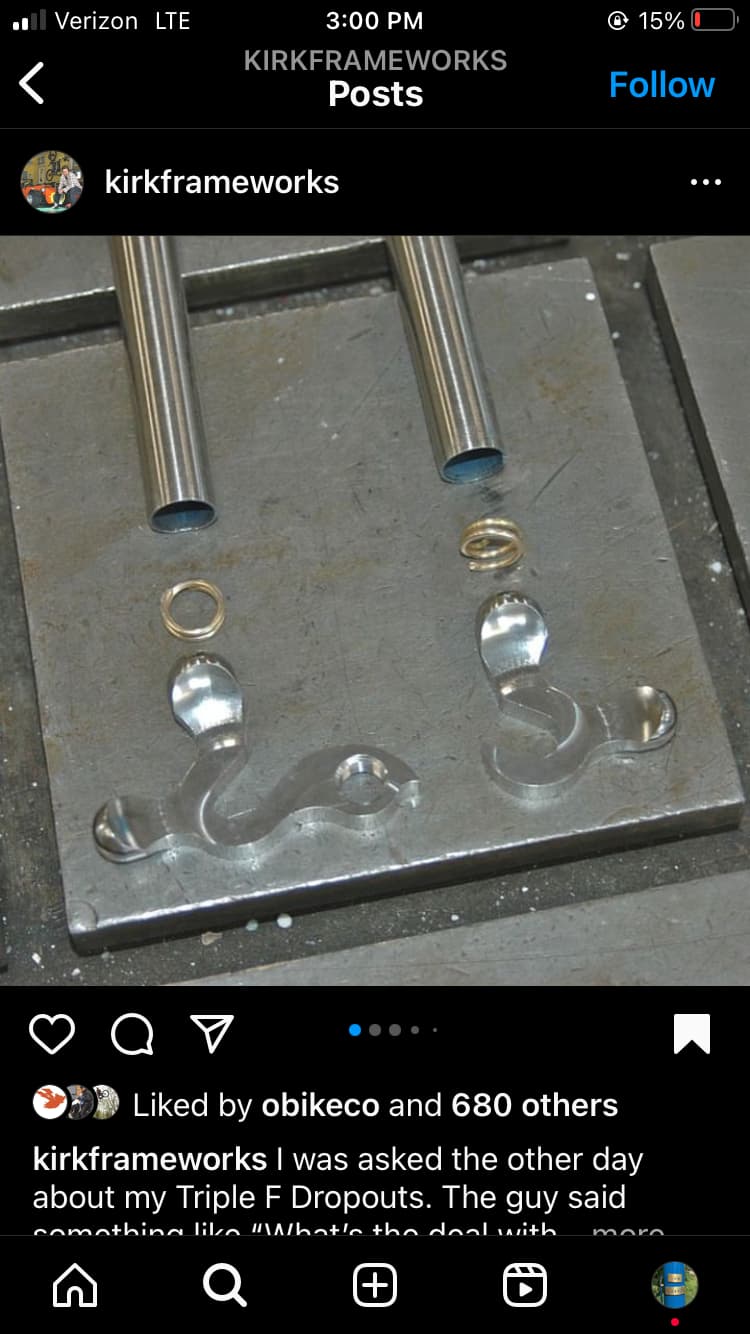
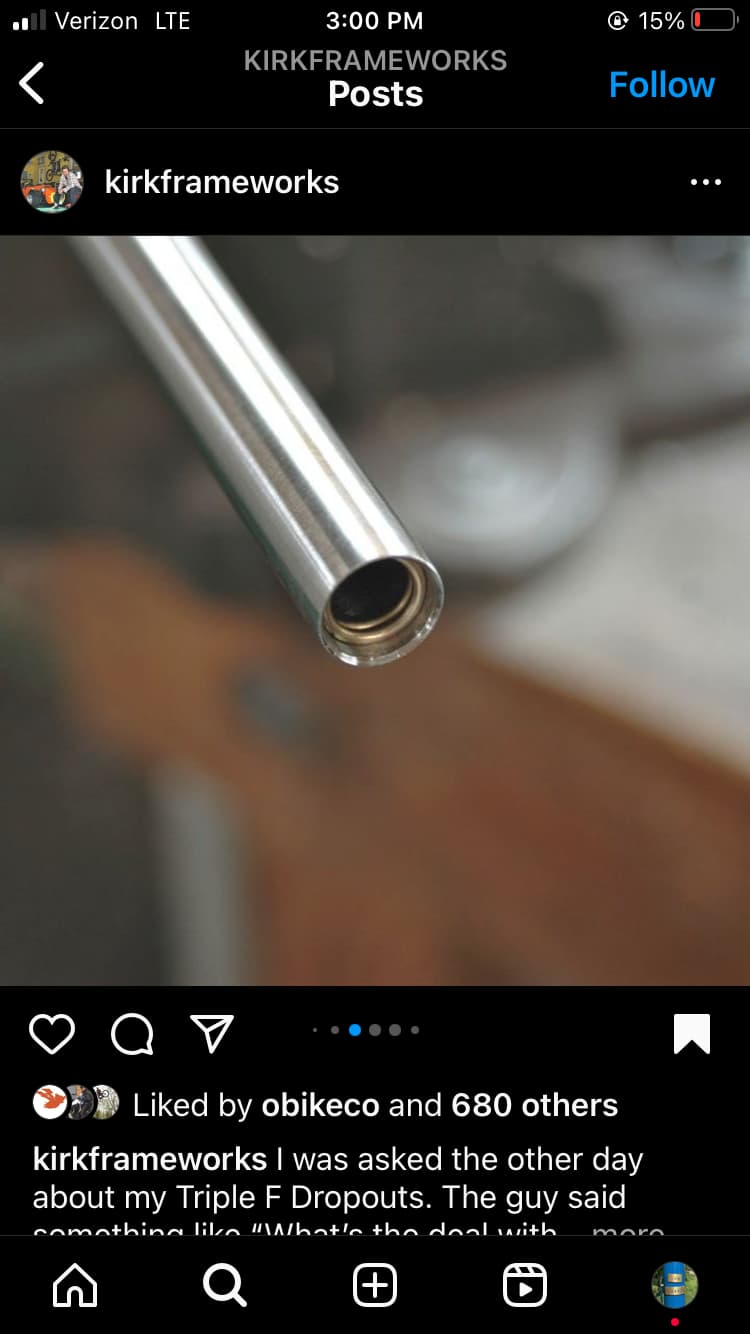
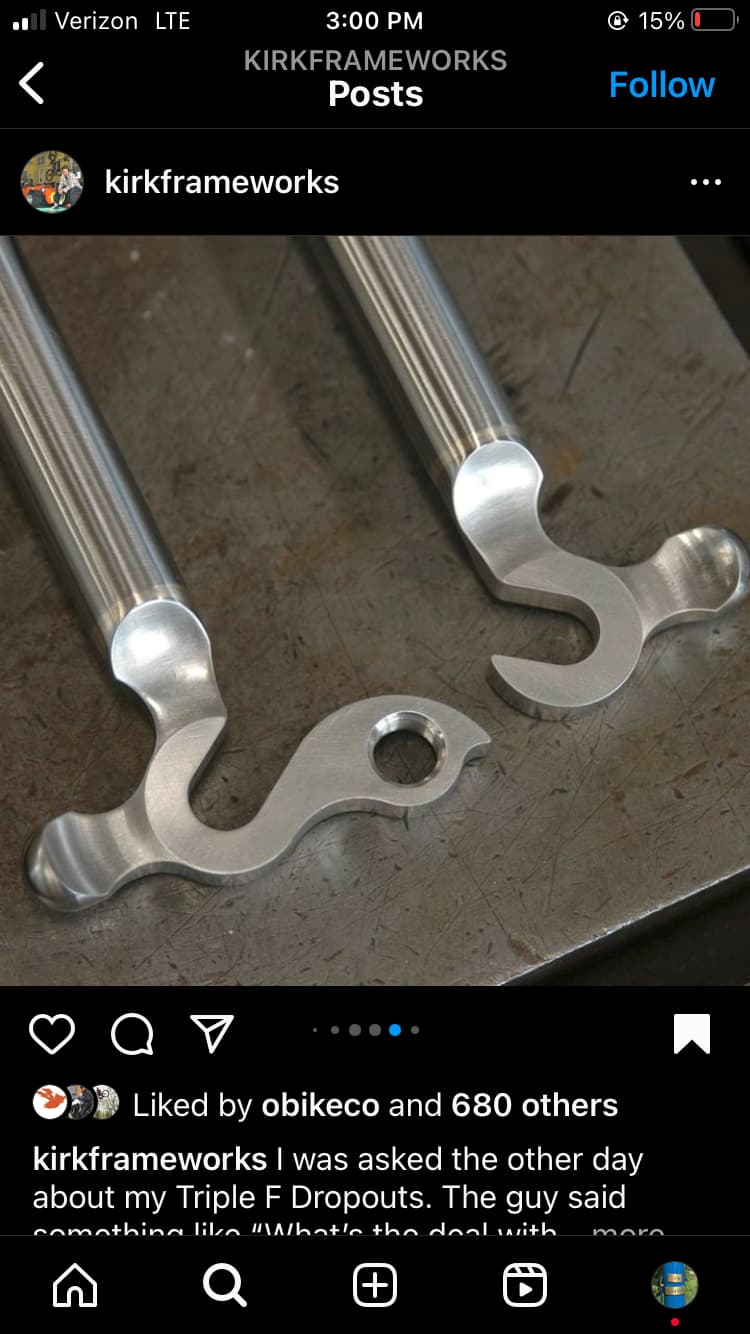
I think that with that process I could be the most confident that filler gets everywhere it needs to be on the inside. You’re right that heat control would be delicate, but it always is.
A higher heat option would be to use Gasflux GF-72 nickel silver, which they claim works with steel and stainless steel. I’ve never used this before, but if anyone has I’d love to hear about your experience.
If I can track down a reliable and trustworthy tig welder (a person, not a machine) then I may end up having them weld it in. I don’t have a tig machine and I wouldn’t know how to use one if I did, but I work at a university with a few welders that make chemical engineering equipment out of stainless and there’s a chance I could recruit one of them for the job.
2 Likes
I don’t have direct experience with this, but another builder in town uses this for all his stainless dropout joints. Says it’s annoying to use but super strong. I’ve seen a few folks use it for XCR tubesets as well.
1 Like
You’ll be fine with the slip joint in using 56%. I do the ring melt method and you have plenty of over lap so lots of surface area for the 56% to work with and you’ll get better wet out than using Fillet Pro or 45%. I’ve got joints with less overlap and two years of abuse and they are not an issue.
Also consider using 17-4 instead of 316. Much higher strength and great ductility. Fatigue is your enemy in this location. You’ll be able to use silver, I use 34% from BOC and joing it to the BB wiill be easy enough. No different to joing your usual tubes to BB shells.
Side note, when the older crowd says brass they mean bronze.
3 Likes
Looks good to me! I like the BB offset and the space for the seat tube. It’s a well-designed yoke.
2 Likes
@Daniel_Y Is this possible?
1 Like
Our print partner can print 17-4, but we don’t From the (limited) testing we did and the data I have seen, I have doubts about the in-bike strength of 316 vs 17-4. It’s very similar to how titanium has a really high yield strength (900Mpa) and is touted as a forever material, but I feel like seen way more cracked titanium bikes IRL. I can’t really explain that with datasheets.
I have still not made up my mind about which stainless prints better so I encourage everyone to make their own conclusions. Every printer, every printer setting, and every 3D design is different!
1 Like
I must correct my error. I did not realise it was a stainless and no I haven’t used it yet. In speaking with another builder ecently who use 3D print extensively he indicated it was a better material than using 316. I will edit my comment above to not give out incorrect info.
Do you have any sources, datasheets, or documentation you can share regarding this fact? I’d like to read more about it, but my cursory internet search has been fruitless.
Edit: posted at the same time as Devlin’s amendment - ignore the above
1 Like
Corrected my commented above. I was in error with what I thought that material was.
1 Like
Agree with your commenst to be honest. I guess it depends how much you want to push limits of reducing weight. Put enough beef in the object and any material is strong enough.
I think with Titanium it’s ‘notch sensitivity’ has a lot to do with cracking in some cases. I do admit I don’t fully understand the mechanics of notch sensitivity in details though. Something I need to do some research on.
2 Likes
Do you know any more about what they meant by this? I feel like I’ve seen production frames (I’m thinking LandShark) that are supposed to have been constructed with nickel silver and that have very uneven looking fillets, so I wonder if the gripe is that it’s rather hard to control when liquid.
1 Like
I think that’s part of it, I’ll ask next time I see him! And also try my own experiments.
2 Likes
Is there a general thread yet for those of us using 3D printing for frame/fork construction? I’m thinking about materials, suppliers, design considerations, etc. for all those dipping their toe in this realm. I am - and I have questions. Maybe a few answers too.
2 Likes
@scharencycles good point, I created a dedicated thread:
2 Likes