4 Likes
Can’t wait to see this made. I really want to make an FS but my CAD skills are terrible
3 Likes
Going to take a long time, because everything is new to me. I’m in no hurry, I want it to be finished in Spring. Lets just hope it is going to end up rideable ![]() . Luckily the people in here are amazingly helpful, so my chance of success is high.
. Luckily the people in here are amazingly helpful, so my chance of success is high.
3 Likes
Hurry up. I want to copy it. My FS is on its last leg.
3 Likes
I’m so jazzed at how collaborative and helpful people are here. With this forum, we could build ANYTHING!!!
4 Likes
Welding a seat tube collar to fit 31.6 dropper or use aluminium sleeve? What do you guys prefer?
Tubes should arrive next week, then I can finish my jig.
A little welding progress. Having hard time with lift arc finishing craters.
3 generation of welds. Getting better every time.

5 Likes
I can’t remember if you have access to Bike Fab Supply, but you can purchase a 35mm O.D. internally butted seat tube for a 31.6 dropper. That’s what I do and I doubt I’ll ever do it any differently.
4 Likes
I’m in Europe, so don’t have much to choose from, I haven’t found anything around 35 mm. My initial plan was to weld mild steel or ss collar.
example:

Now I have started thinking about glueing aluminium sleeve. It will be weaker for sure.
That is a great question. I find american builders go with the thicc butted seat tube, and eurpean builders go with the aluminum sleeve.
Thicc butt advantages:
- Stronger junction
- One fewer part to fail (the sleeve)
Sleeve advantages:
- lighter
- easier to ream
- less likely for your seatpost to get stuck
I tend to lean towards more conservative designs (thick butted seat tube), but I honestly have not tried the sleeved ST.
Does anyone have any experiences to share?
4 Likes
Do I make a new build thread or change this one?
My jig 99% finished. Not the greatest really, hopefully it is good enought. Bought some 60x30 tubing and everything else is made out of scrap. Cost me 30€ total. It was a pain to align it, and I’m still not sure how straight it is. Probably can fix it after attaching seattube if it is crooked.

4 Likes
I have been using a thicker walled tube ie 35 x 1.6 and machining the ‘butts’ into where needed etc. Mostly machine teh outside down to take some bulk out of it. This I splice into an 0.9 bent lower section. I am now trialling a complete bent seat tube in 0.9 with an aluminium sleeve and fillet brazed construction. I think I’ll continue down this path and introduce a small guesst on the front of the seat tube above the top tube but joing the two together. Tall with a small base I think.

3 Likes
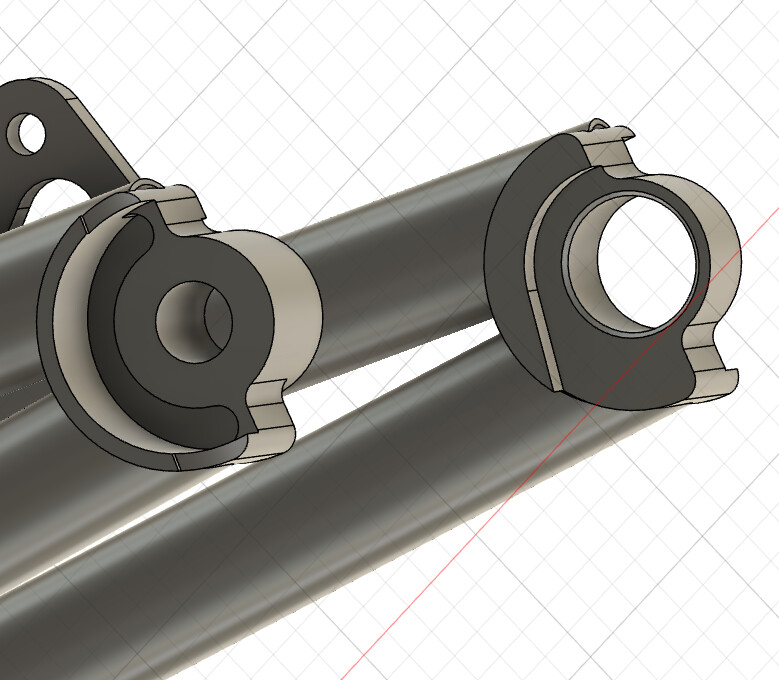
It has begun. First part fresh from cnc mill.

Some stuff from superstar components. I have used their headsets and hubs before, and have been pleased. Cheap also.
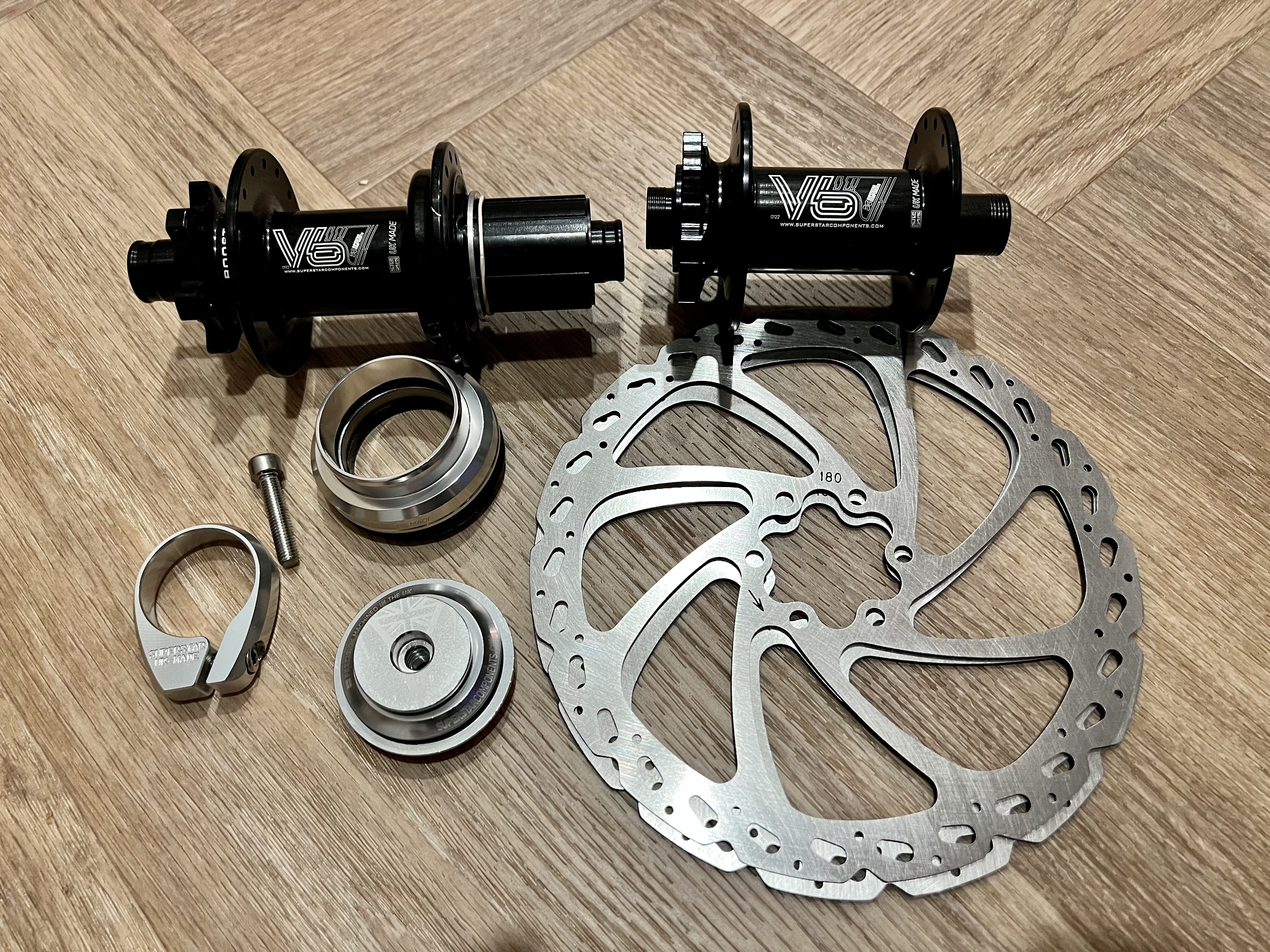
10 Likes
Looking good. Can’t wait to see the progress
2 Likes
Not much progress, spent 6 hours. Main pivot tube was a pain to weld with no pedal or button I reamed it before and after welding, was perfect before welding, but ended up 15.1 mm after weld reaming, bearing is 15.01. Axle now has to have caps on both sides.
Fucked up mu seat tube collar when it was almost ready for welding, probably gonna go with aluminium sleeve now ![]() .
.



If anyone new reads it. First time building is fucking hard. I’m well over 100 hours by now. Rear triangle is going to be a propa pain.
8 Likes
First frame is always slow but worth it. Can’t wait to see it.
2 Likes
My first frame took 5 years. Second one took a few months. You’re making great progress.
6 Likes
I’ll soon need to tackle the jig and make sure that the st, bb and ht are aligned. Anyone got some good ideas how to do it? I did use laser level and it was quite difficult.
My plan right now is to weld the bb, main pivot square and st. And then going to use strings to align the ht. Probably good enough.
Don’t stress the jig alignment. If it’s sorta close, it’s close enough. Focus on building the frame and worry about how straight the next one is.
That said if you could machine a small holder for a little laser pointer and attach that to your bb post it would tell you if the HT and ST holders are aligned with your bb.
5 Likes
All straight, no holes and cups went in by hand. Good stuff. I should have used more amps and bigger filler on flat sections. Tried laywire but somehow I kept melting my filler before puddle so I was kind of struggling. Usually don’t have that problem.
Welded a few thicker walled stuff and it is a lot easier because I can see so much better with more amps. Have not tried 35 amp yet.


5 Likes
HELP! So guys I’m welding my seat tube and I have a problem. Sparks are flying and oxidizing only in one spot. When I try to weld on practice piece I have no problems. I have tried to clean and cut weld off to re weld it but every time sparks start to fly at the same spot. What could be the problem?
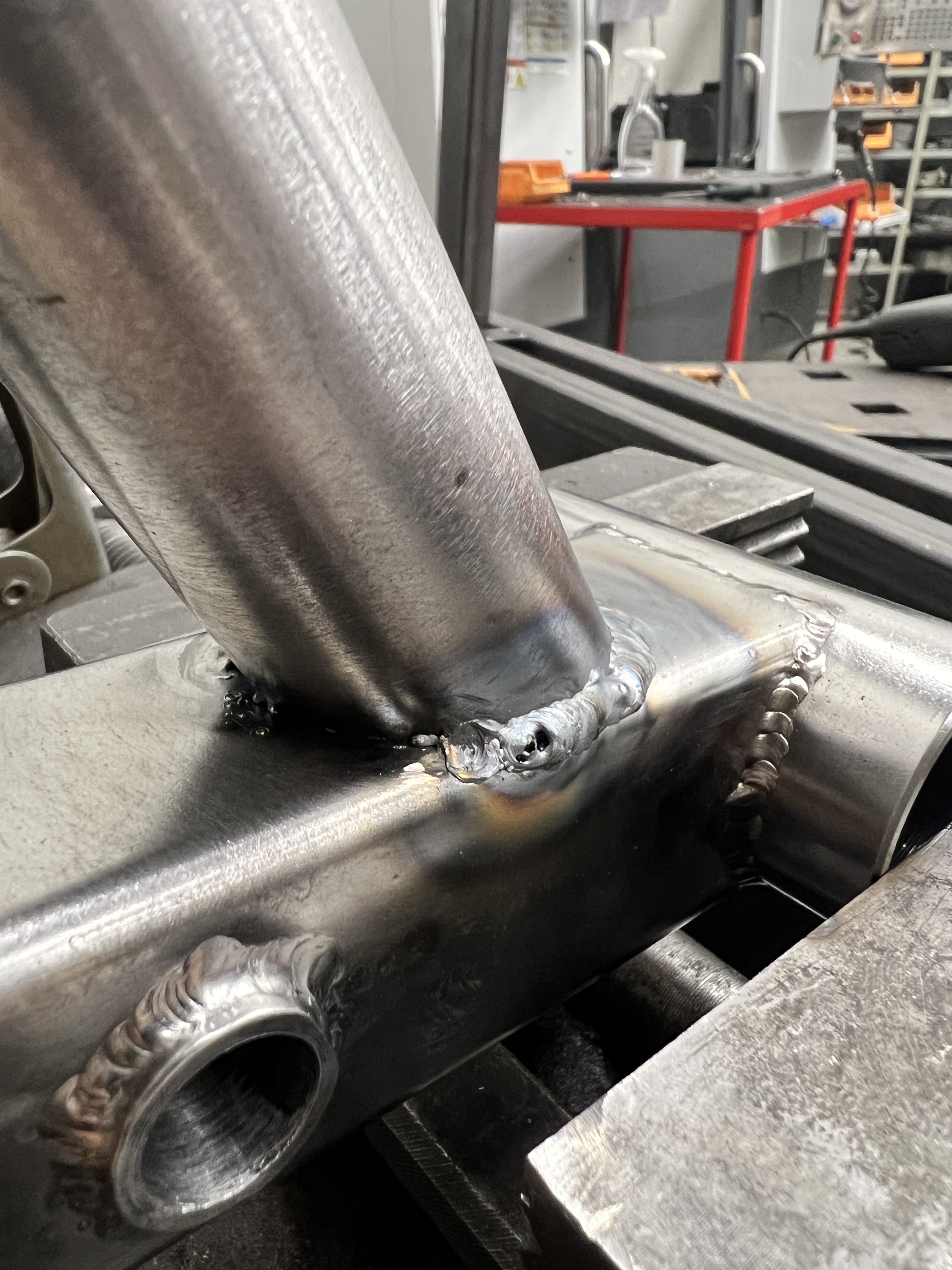

I started my welding from there and I had no problem. I did start with way too low amps and had no idea how to weld it so at the front we can see a failed tacking attempt and my first side weld (where I’m having problems) was also too cold. But I have never had problem over welding anything. Is it pushing air out from the inside? I did not make a breathing hole (forgot), but it should not be a problem because ST is open at the top. Basically I have no idea what is going on.
1 Like