The question I would have is regarding Rigidity.
Hole saws and thin-wall tubing can usually cause a fair amount of vibration.
Big machines have a lot of mass that helps them deal with that.
I hope this design works, it would be helpful to the “small potatoes” builder.
thanks for chiming in, is anything specific you see here catching your eye ?
I’ve done a fair amount of hole-saw-notching, in drill presses (large and hilariously small) , and in lathes (medium and large) using mostly, some pretty basic setups (usually one hardwood v block and two 8" G clamps, so feel like I have some feel for what it needs in order to go well, but i’ve definitely just totally winged the dimensions here, and it might be a droopy bendy grabby nightmare.
I guess a little lubrification and fine tooth holesaw will help prevent a tooth catching the tube.
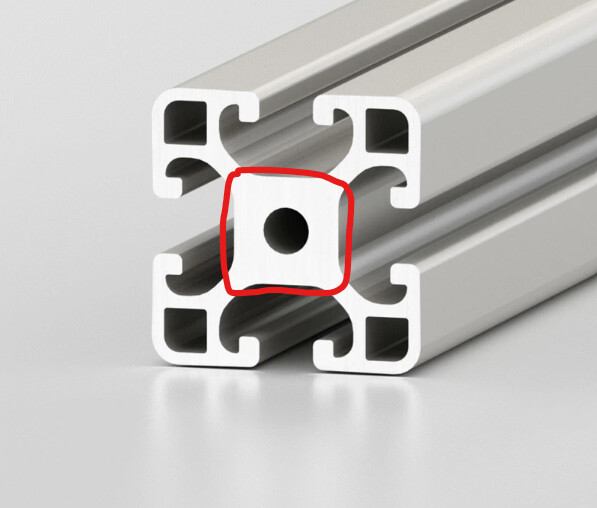
Why not use a big alloy extrusion as a base plate?
You can design you’re fixturing point around the t-slot ,that will give some flexibility in position and give some rigidity to the whole thing
What are you planning to use as an arbor guide?
I’ll follow that closely as I’m planning something similar on a scrap milling machine table someone gave me.
Nice idea, and thanks for reminding me that I should make something like this for my CS fixture! I have been using 3D printed PLA tube block in my vertical setup on our lathe and while the plan was to swap these out for machined aluminium ones they are still working so well I might just not do that.
I didn’t design it around aluminium extrusion, mostly because I don’t think of aluminium T-slot extrusion as very torsionally stiff, but maybe Im wrong, and have a bit of a hang up about that?
also I live in North Africa, I don’t think I could get it here for not-hundreds-of-dollars plus a hefty customs bribe/fee
I figure there’s some flexibility in the setup because I can do further simple machining in house if I need to.
arbour guide is still a little up in the air. I’m hunting for something I can buy off the shelf here, failing that I’m thinking a block of bronze with a very nicely bored, quite long hole, and a slot with pinch& jack bolts running on a polished 25mm 4140 bar/arbour I already own. likely a lot of lube, maybe even a flaked or grooved surface to keep the lube spread, sheesh I could integrate a total loss gravity fed oiler!?
To most of us extrusion are easily and affordably available online but now taking your location in consideration, it make sense.
Plus a fully machined mitering station will be really cool!
I’ll add up if I find anything worthwhile for the arbour guide
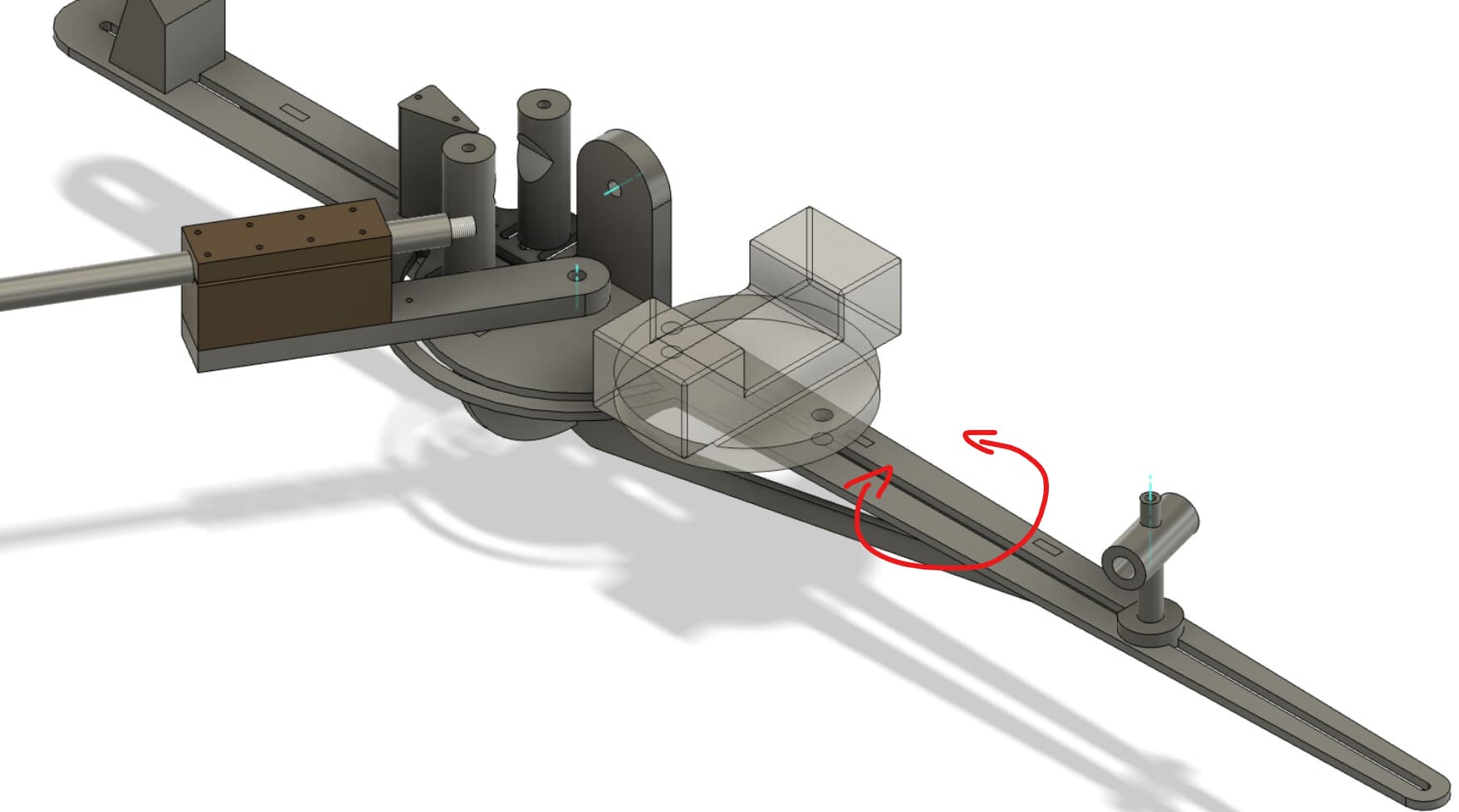
It’s a great concept and something I wanted to build for myself for a long time
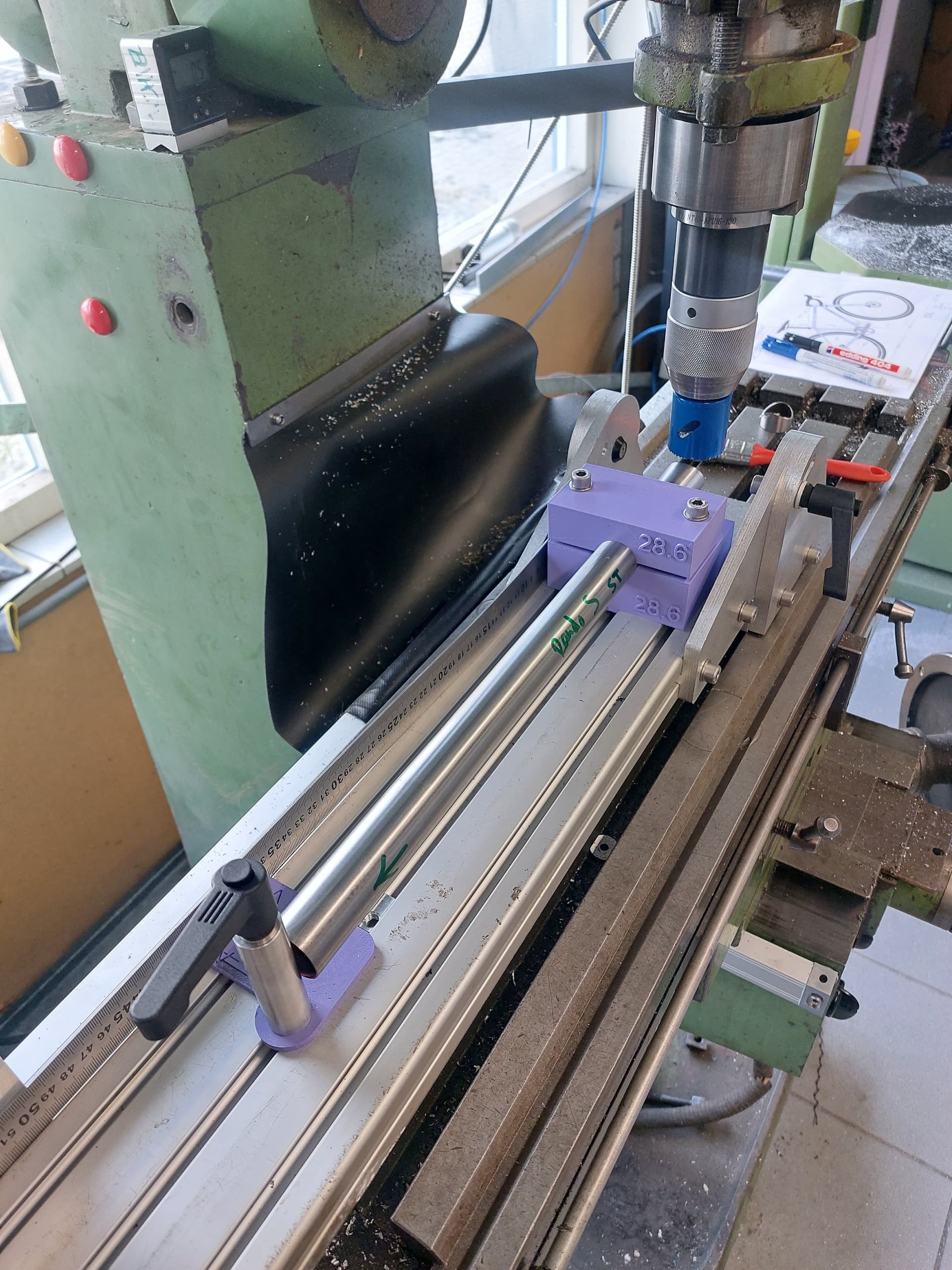
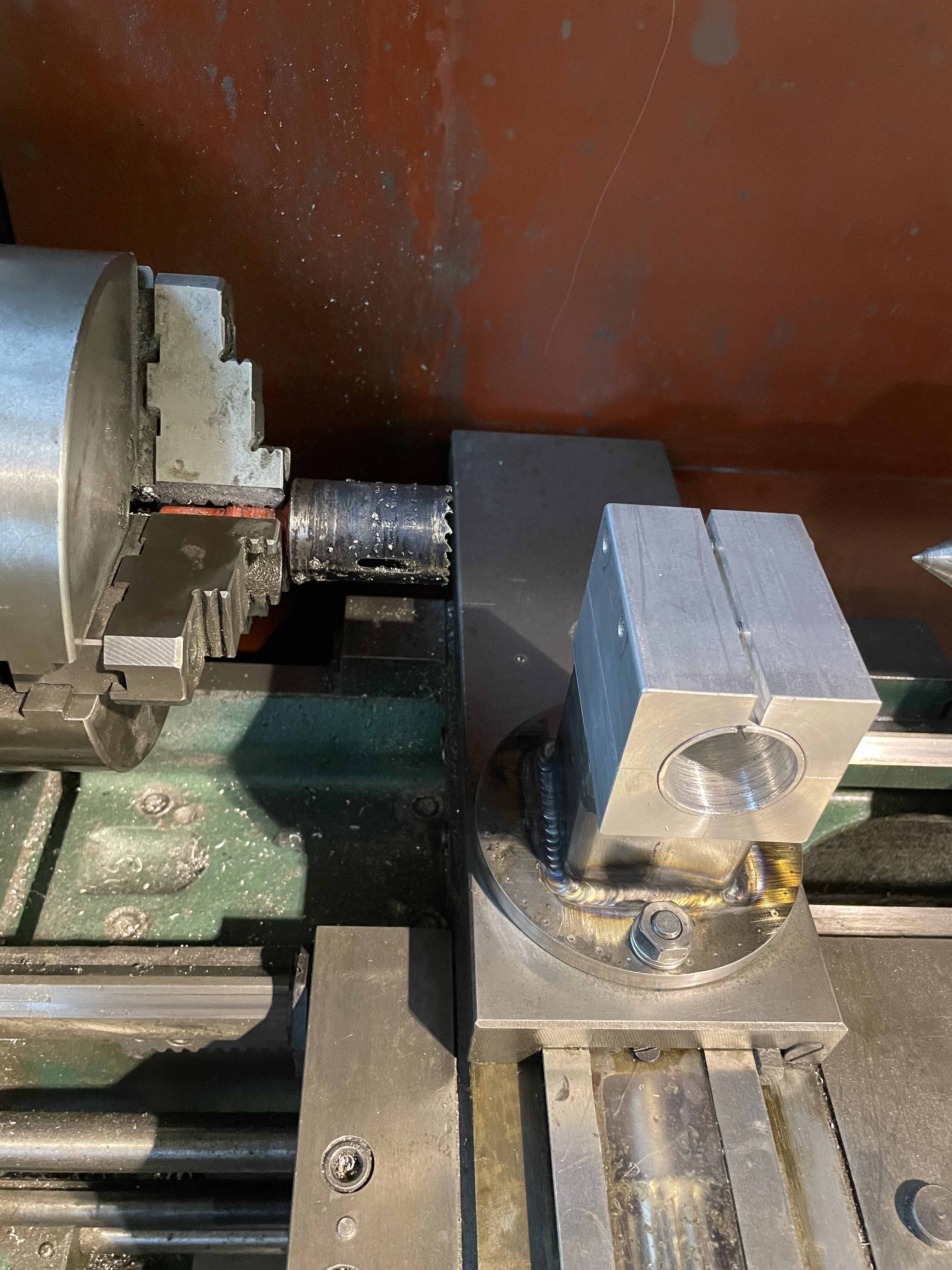
I’m slightly concerned about the lack of torsional rigidity as well, especially in this area:
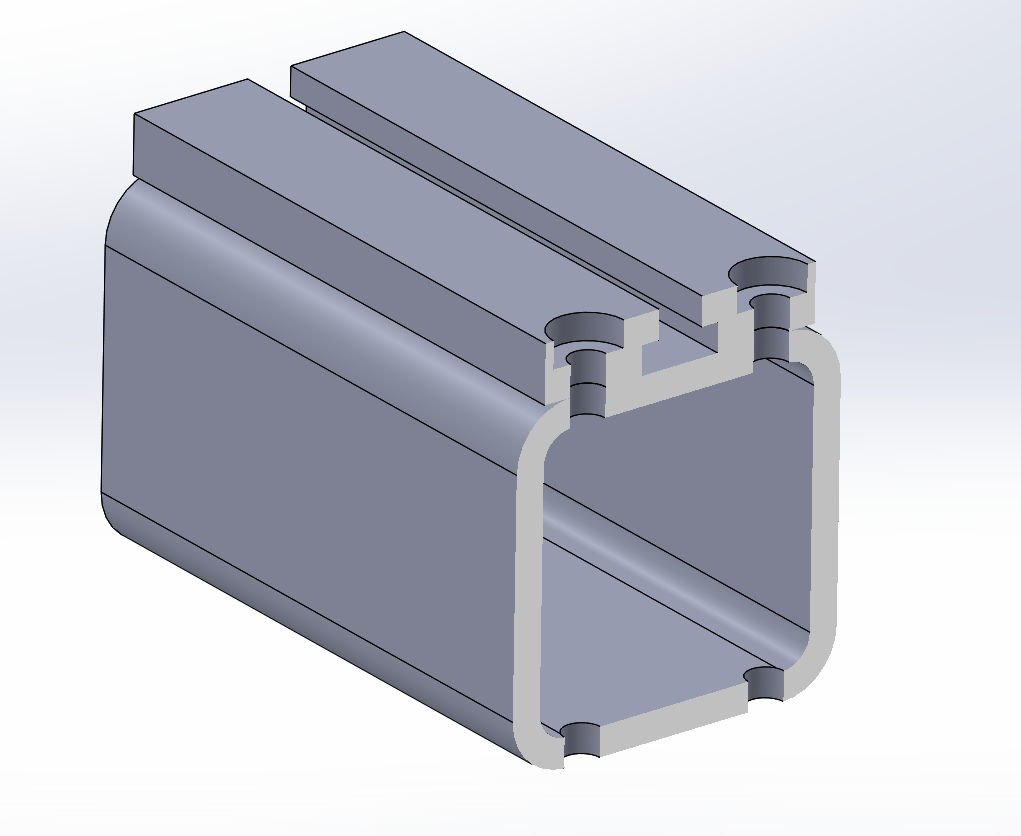
Torsionally stiff profiles have a closed, continuous cross section and the majority of the material far away from the torsion axis. A round tube is a perfect shape in this respect However, a square tube might be easier to implement into your design, you could bolt your t-slotted aluminium plate to it for example:
(for this reason, the single-slot extruded profiles are also not really great torsionally, since the material outside of the bottom of the slot doesn’t contribute towards the stiffness…)
adding a square tube there is a great idea to add some stiffness, cheers.
that end of the table really isn’t doing much work ;it’ll have the weight of the end stop, and of itself.
so I might swing a test run first, and can add tube under if I need;
I will make the table out of steel plate; it’s sturdy (though heavy) and aluminium here is far, far more expensive.
Very interesting, a mitering jig for all miters, well thought.
Just one question about the pivoting tube. How do you fix it at the different heights for the different diameters? My own plans seem too complicated to me, so I am looking for simpler solutions.
Johannes
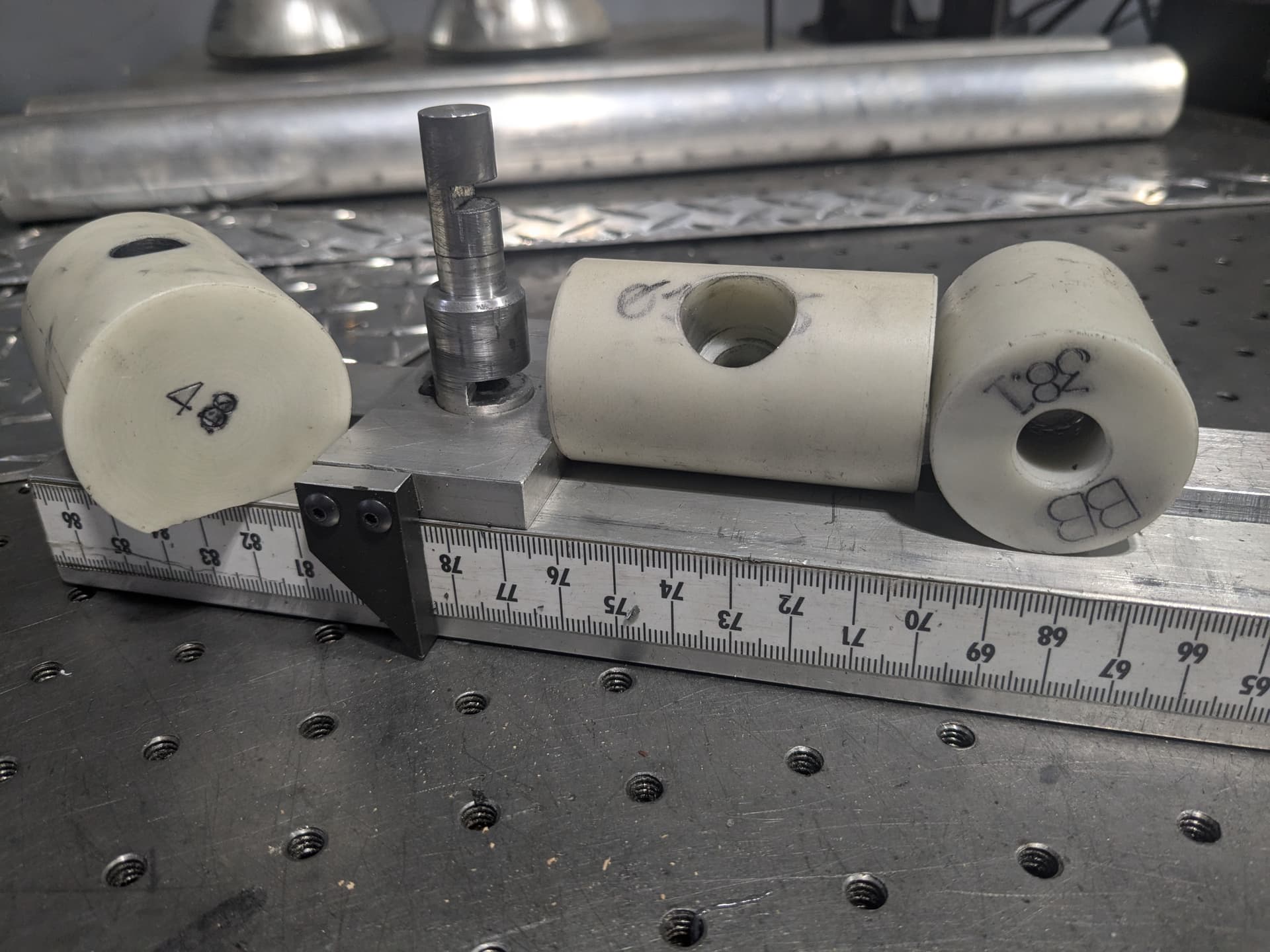
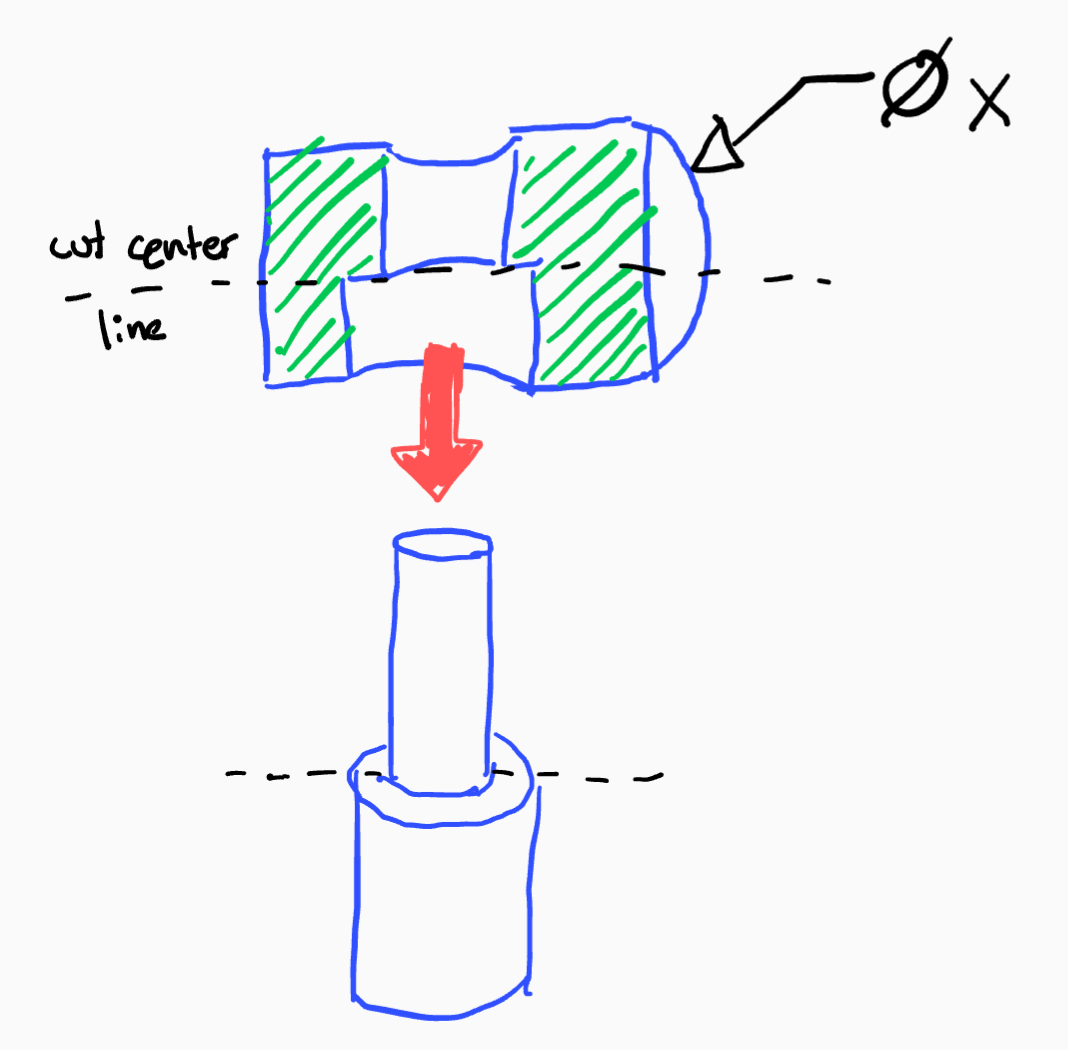
There are probably many solutions, and mine isn’t especially elegant, but I made counterbores in my dummy tubes to the center line and then had a matching shoulder on my pivot. With tube blocks of the same outside dimensions holding tubes at the same height for all cuts diameter is not an issue.
I have like 2 hours a month in my workshop, so things have to happen. This is my minimum viable portable band saw stand - because nothing else on YT matched my time constraints. Both contact points have great friction fit (by pure coincidence) and the whole thing is surprisingly stable. Works great.
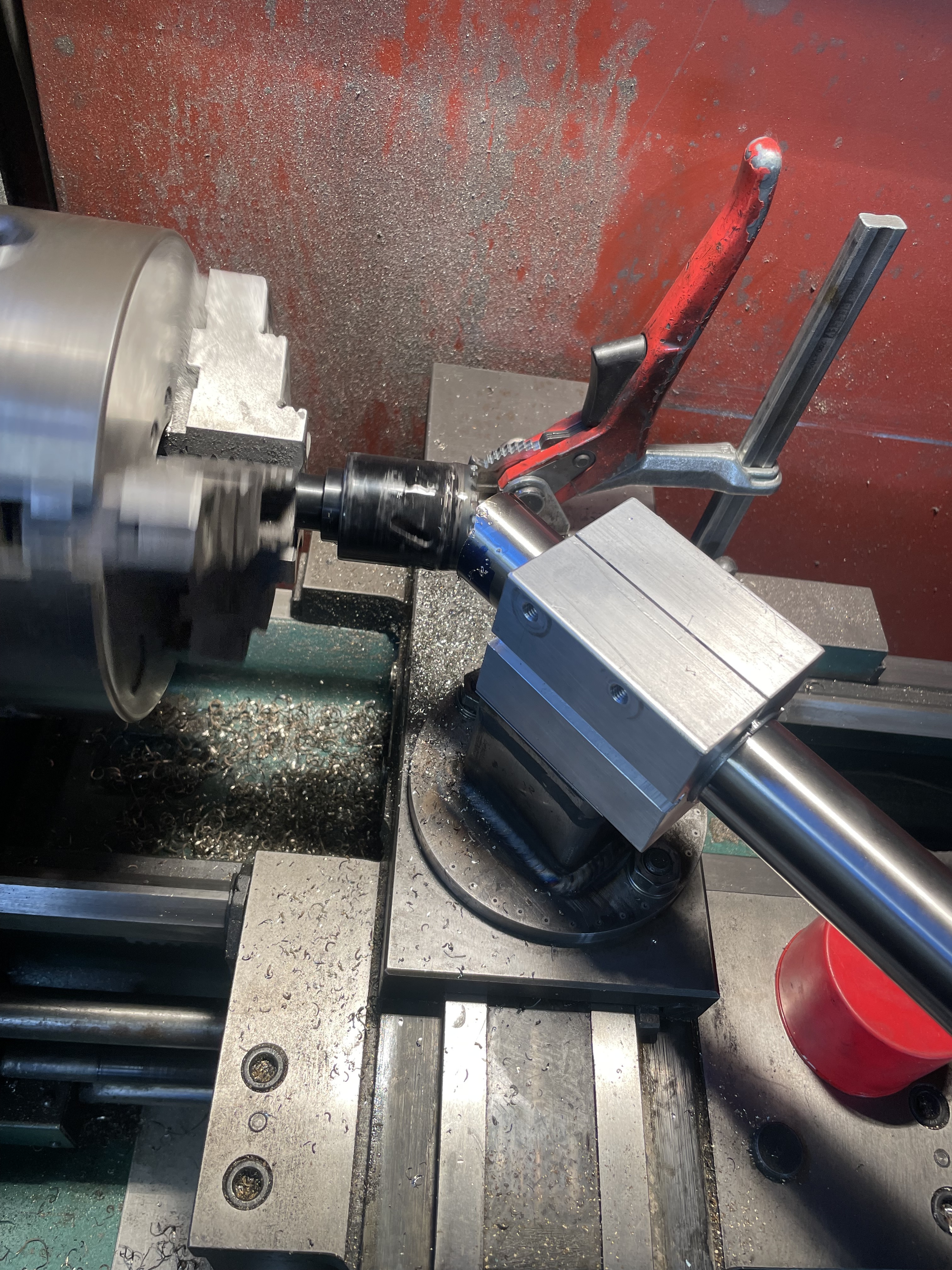
What’s the clamp in the second pic, is it involved in mitering?
Do you have a way to clock the miter at the other end, for DT and TT?
Since your tube block and shim appear to be aluminum, be careful to deburr and remove chips before extracting the mitered tube. Apologies if that’s too obvious to mention. Chips can get embedded in the soft alloy, then put scratches in the next tube to go in. Though minor scratches like that don’t matter on a frame that gets painted, it could show (or make more work to polish out) on a stainless or chrome-plated frame with no paint.
The first shop I worked at in the '70s used a lathe for mitering. Their tube-holder was hinged on one side to open fully, and the bolt on the other side also swung out of the way. It went in a slot in the top half rather than going through a hole, if you know what I mean. Sorry no pics, could draw it if needed. The main advantage was speed, which is more interesting to a production shop than a hobbyist who makes a frame or two, dunno where you are on that spectrum. But also being able to take tubes out without deburring is nice, since bending over the lathe is not the easiest way to deburr.
I have two tube notching setups but I do believe my not-very-used vintage turret lathe will soon get the upgrade, I have seen other setups for lathe mitering but this gives me ideas of my own.
Thank you!
For clocking the miters at the two ends of the tube, I know of two good ways. Anyone with a better one please chime in.
Two tube blocks, that you attach to the two ends of the tube while it’s held down on a flat surface, so the blocks are parallel to each other. They need to be able to attach to the lathe in two orientations, parallel or perpendicular depending on whether it’s a TT or DT.
A “bed” or beam longer than your longest tube, that attaches to a tube holding doodad of some sort at the end being mitered, with an adjustable dummy tube at the other end, to clock the first miter while doing the second. The dummy needs to be adjustable to parallel or perpendicular, and needs to be able to be set to various miter angles in the zero-to-90° range. Plus you’ll want different diameters of dummy, and an easy way to change them. A lot more machining required with this method, but it’s faster for production. And it’s possible to make the tube-holding doodad work with ovalized, tapered, curved or odd-sized tubes, not just straight cylinders.
One more nice-to-have feature for some bikes is the ability to move the tube up or down a bit to offset the miter, example being OS DT or chainstays to a lugless BB shell, where offsetting the miter down can make more room for welds/fillet, less overlap with the ST.