Till now I’ve just used a 3.2mm brazing rod to fixate rack mounts.
This one worked a bit better. Although the nuts were completely stuck after soldering, but they are also not really necessary…
Till now I’ve just used a 3.2mm brazing rod to fixate rack mounts.
This one worked a bit better. Although the nuts were completely stuck after soldering, but they are also not really necessary…
“fixture” can be used as a verb in this context. Fixate means to be overly attached or obsessive (eg “I fixate about pointing out other people’s grammar in online forums”).
I understand this was a joke, but lets remember for many people on the forum, English is not their first language!
The only way my posts are coherent is because I use the Ai tool Grammarly Chrome extension ![]()
i needed to add brake tabs to a few old mountain bike frames and wanted to do it as cheaply as possible so i dug through my parts bin. it’s pretty embarrassing compared to the amazing tools ya’ll are able to make with your machine shops, i had a parts bin and some allen wrenches! haha
it actually works well enough, tho i think i’ll try and get my hands on a proper one now that i have a frame fixture and some dummy axles.
Be careful, I used also this method but after some time the thread rod started to stick and I almost could not unscrew that out after the brazing, it was nerve wracking! Plus you have to unscrew that all the way thru, probably with the accu drill but tha also crushes the thread on the and and makes it hard to use next time. I then came to a little more simple solustion, I use very small steel L profile which I put with open side on top of the bosses which keeps the straight and they self center on the stays. And I just hang some kind of weight to hold the whole assembly down.
I had a similar experience with the all-thread rod. I went back to the tried and true two-spokes-and-a-weight jig that I’ve seen others use.
and if you don’t have spokes, tig welding rod will do ![]()
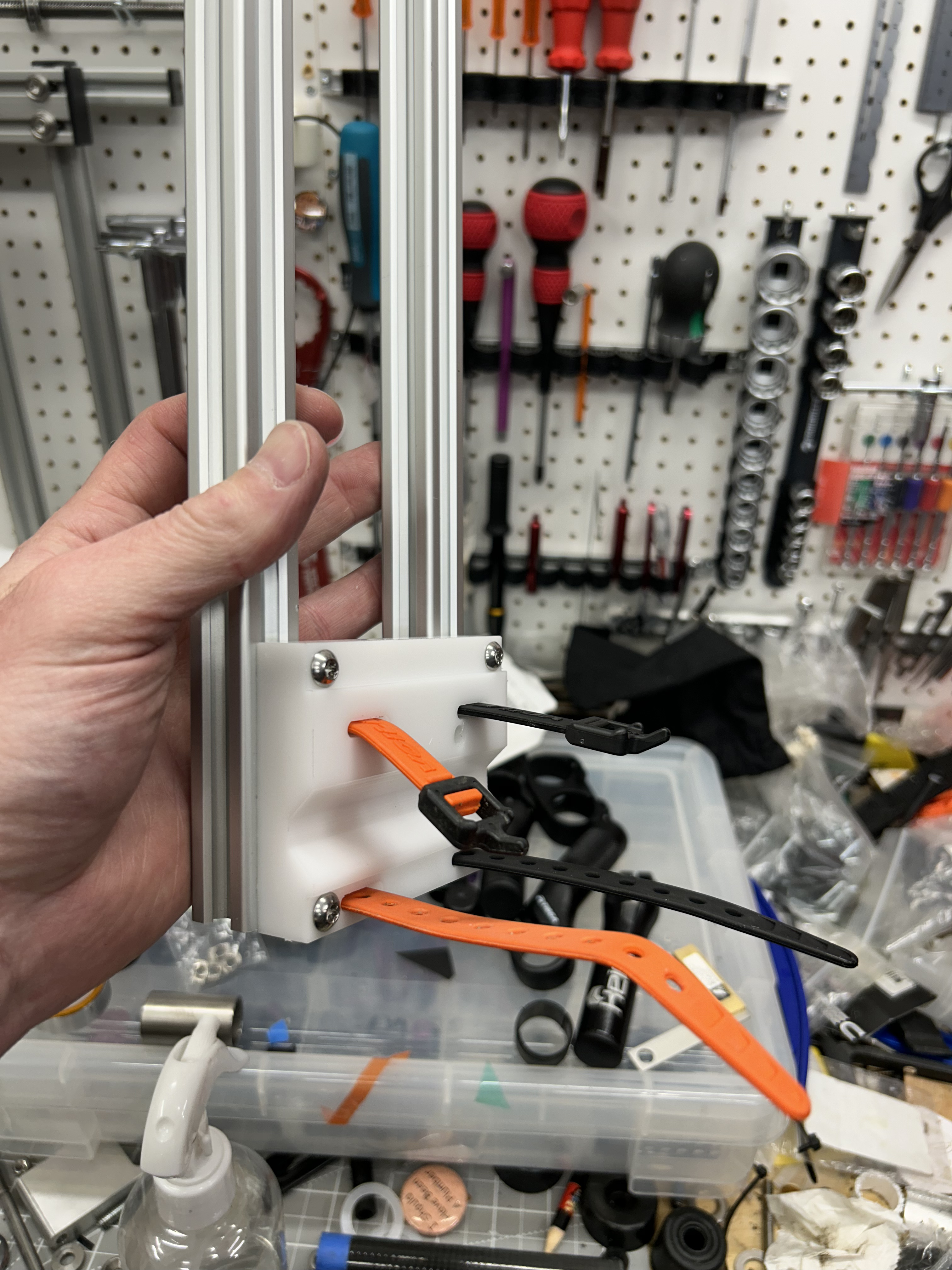
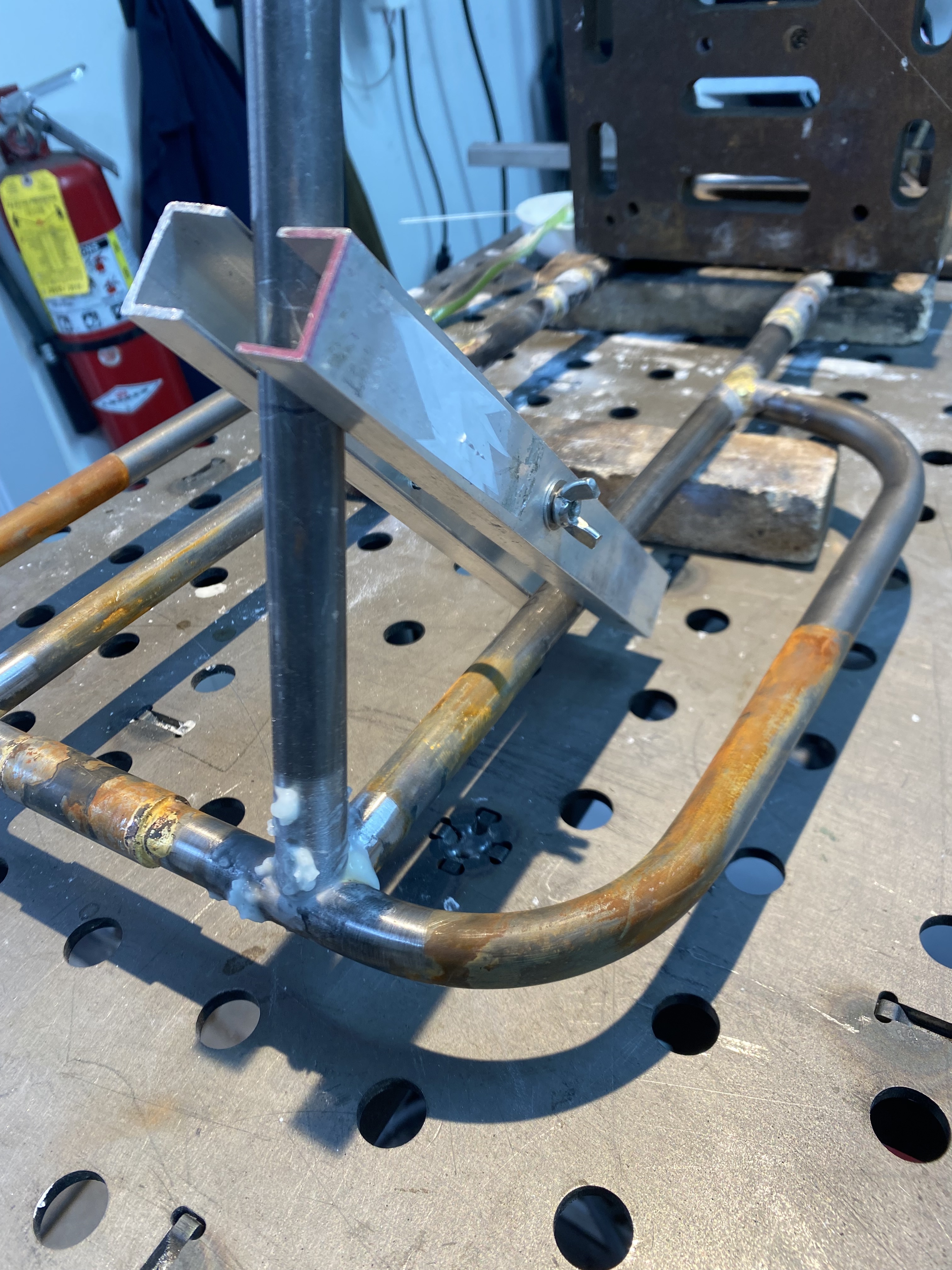
small stuff but this is a simple frame made from 2020 extrusion and some aluminium plate with M10x1 for a HAG in one end and an acetal holder for a Thule thru axle adaptor and a pultruded carbon tube that sits against the fork once screwed into the axle and allows the HAG to give an indication of how straight the bars are. seems to work ok!


Posting for time spent making / usefulness ratio
Also! I was wondering if the soft Aluminum extrusion being so close to the heat would be a problem. For scale that’s 5/8 tubing. But the aluminum pieces were actually not that hot after I made a small fillet around the end of that tube. I was able to remove the thing and hold it with a cloth work glove right after finishing and it didn’t even feel that warm.
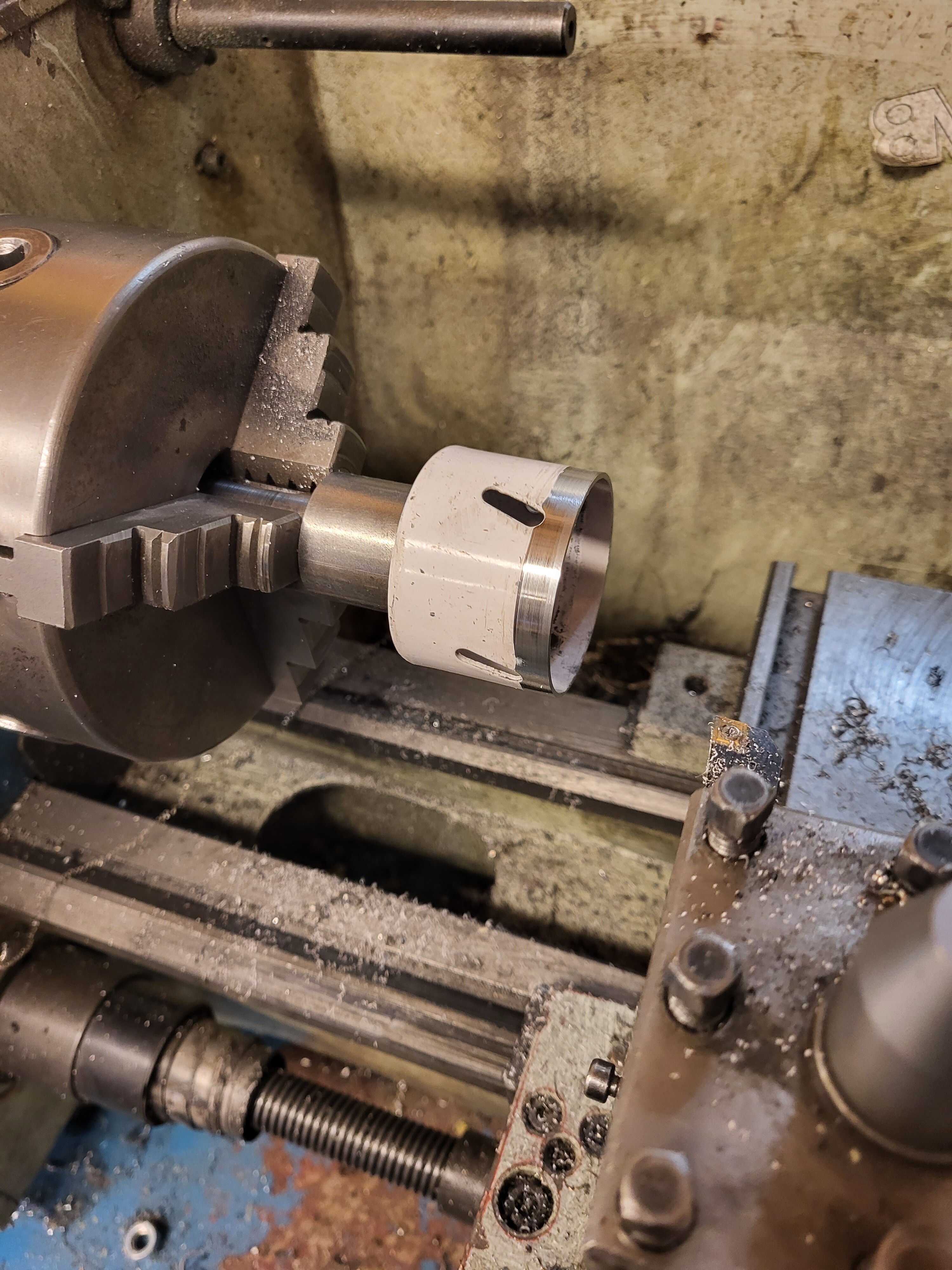
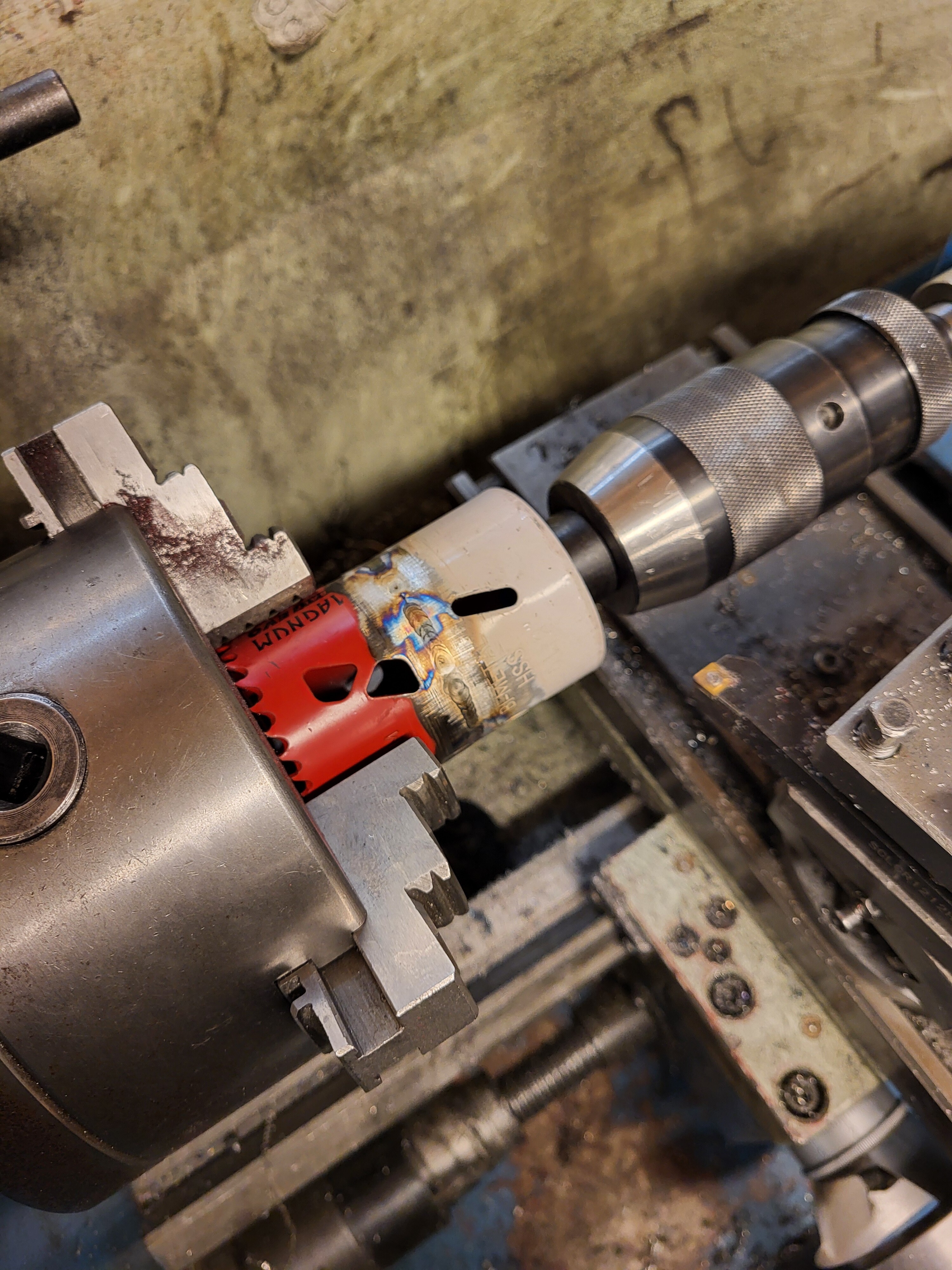
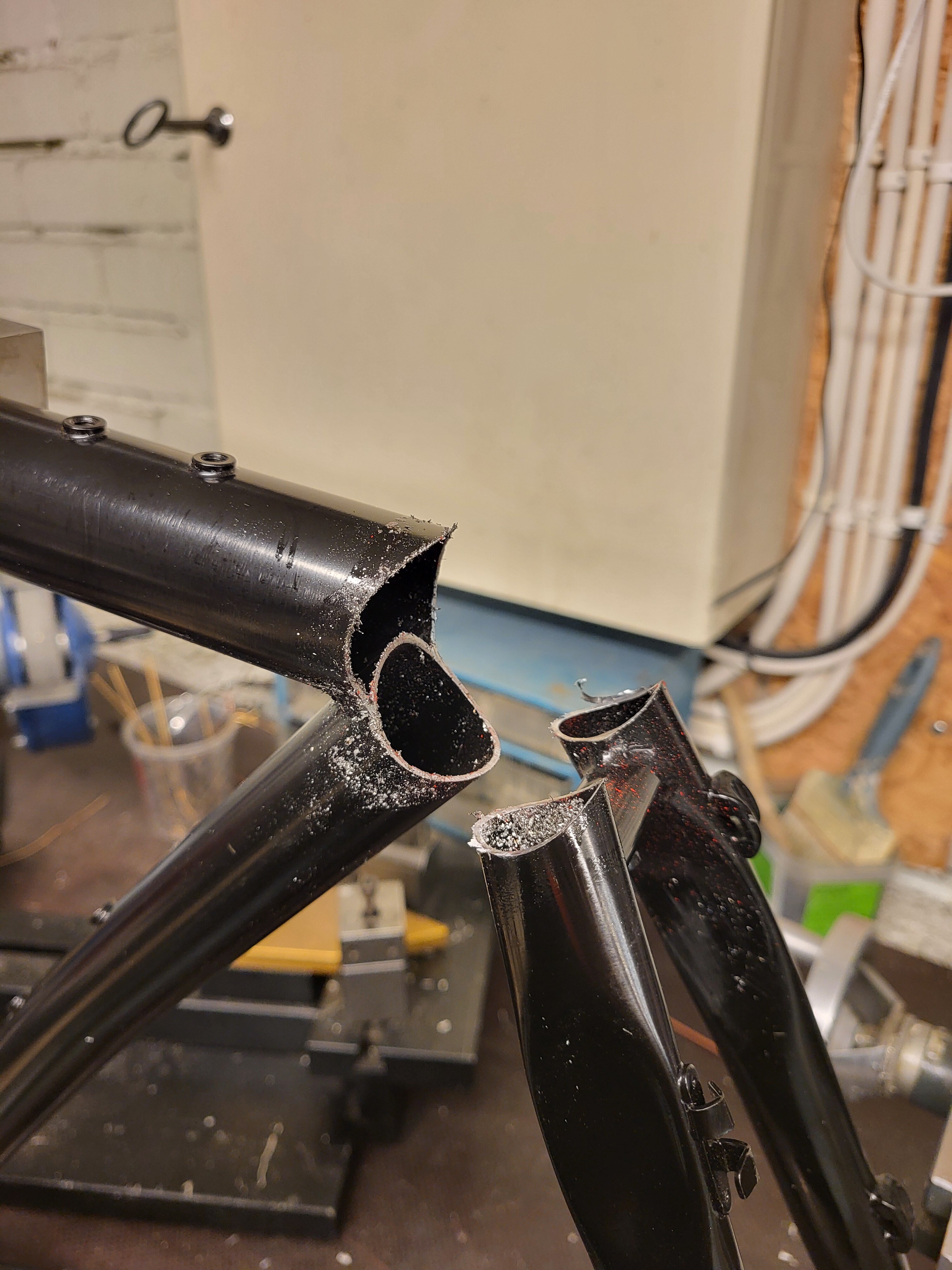
I am retrofitting a frame with a PF30 BB shell. Problem: Can’t drill out the old one in one go because my hole saws will only cut halfway. Would be an awful headache trying to jig the frame on our small mill twice.
Solution: Magnum hole saw
I haven’t tried it yet and there is a real chance that the hardened steel will rip at the welds. But who knows, it might even work!
Nice and resourceful. 10 out of 10!
Clever stuff!
Yes, clever. I have made some deep cuts, deeper than the saw was made for, by stopping the cut when it starts rubbing the top/inside of the saw, hacksawing off some of the waste tube that’s rubbing, then continuing the cut.
Example, replacing the eccentric BB shell on a tandem:
A while ago, but I think I used a Hackzall, since a manual hacksaw would be awkward to fit in that space. (Hackzall is like a cute little brother of a Sawzall in case you don’t know. Handy tool.)
Same here, a little air powered reciprocating 'body panel saw" works a treat. mine fits 1/2" hacksaw blades (and sawzall blades)
Of you don’t fancy (or can’t) welding two together like that, Roguefab make both 3 and 4" long holesaws in 8-12 TPI.
They’re pricey, but do the job:
All the best,
Dan Chambers
The steel that style of hole saw is usually made of is more tough than hard, like plain bandsaw blades. Those are welded into a loop, and that’s an application where the failure mode can be really scary.
Anecdata; I can’t count the number of this style of hole saw I’ve seen in shops welded stacked up like this, tacked to arbors, cracks welded shut, someone’s initials mig’d onto the hole saw that was given to them on their birthday when they were eight years old. Maybe it’ll fail but at least the impacted failure mode is inconvenience rather than safety.
no tool to show off, yet.
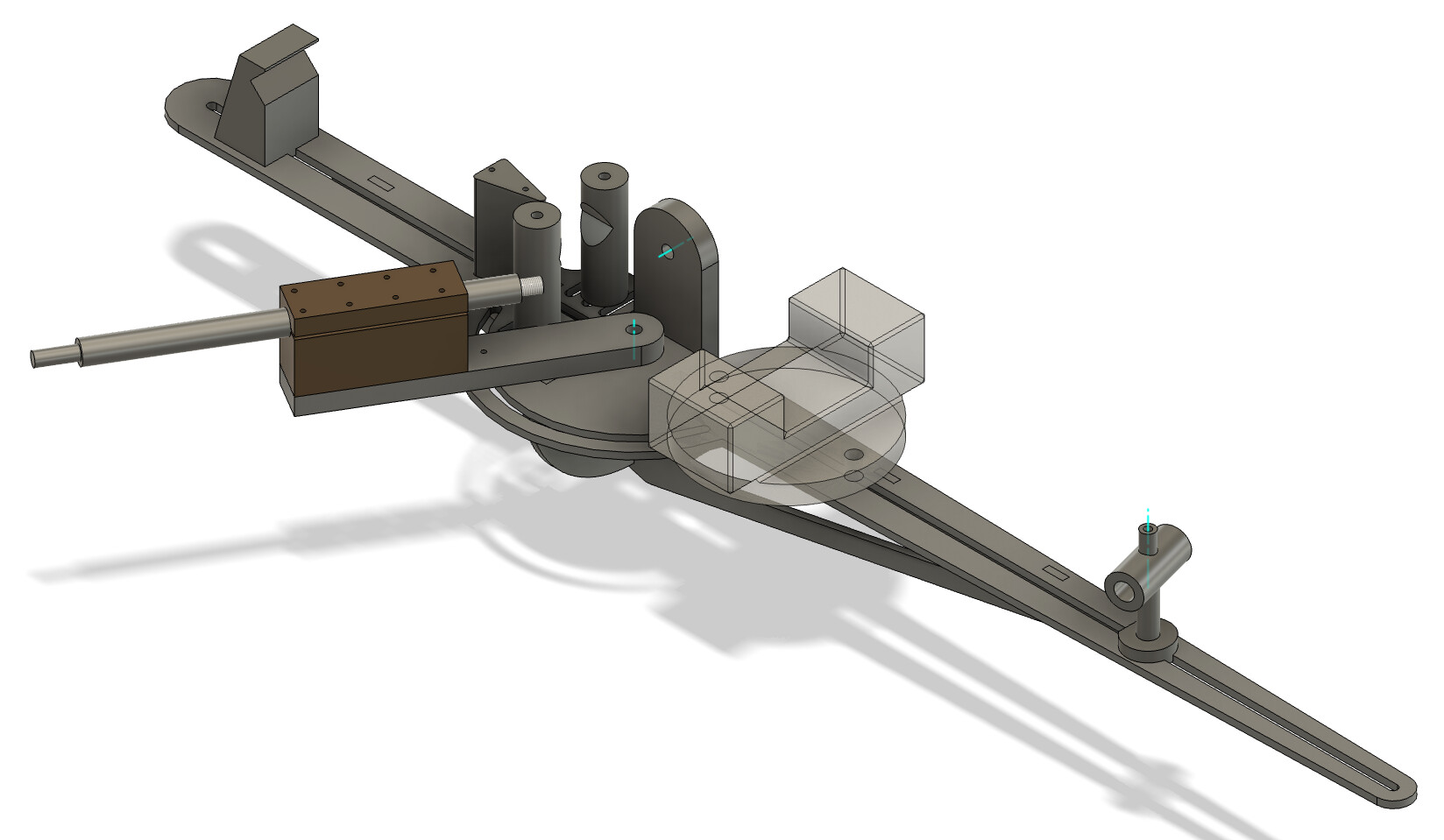
here to throw this at the wall, because i’ve been thinking about making a mitring tool like this for a while, since seeing a similar setup made by vogeltanz, in the @Lester shop a couple of years ago… and now I seem to have reliable access to a reasonably cheap CNC shop, Im thinking I might actually give one a go.
the low opacity bit is a dummy of this “self centering vise” (https://www.chronos.ltd.uk/product/4-precision-self-centering-machine-vice/) which I can acquire reasonably easilly.
a pivoting tube (swappable for different sizes, or installable vertically for 90" phases) as a depth stop for the front triangle mitres, and a stand for a dummy axle at the back for rear triangle mitres, i’m thinking the SS/ST cut could be made by moving the drill-bushing-arm (?) onto that y axis plate (the little headstone bit) , and still be able to operate from c-t-c measurements.
I can have the main table and big chunks CNC milled, (my guy has ~1.8m of usable table apparently), and then do the turning and lighter milling myself on my lathe with a vertical milling slide where I have to.
im not completely in love with the “sliding in slots” mechanism, but it is super easy to setup and is pretty modular. I don’t think it’ll kill me?
you just have to imagine some funky welded locking T-handles here and there.
thoughts, criticism and fears ?
(mods please let me know if this is too much of a hijack)
(edit for grammar/spelling/clarity)
That looks cool. The only piece of feedback I’d give you is about that self centering vice. I have one and it’s not that accurate or repeatable. If your intention is to use tube blocks, then I’d suggest using a standard fixed jaw vice and machined blocks to hold all diameters on the same centre. Even a 1/2mm out on that self-centering vice will cause you pain.
Ah that’s a hot tip, as they’re a bit of an unknown, Thanks. Yeah a fixed vise is a (pun intended) solid option.