The Pink Panzer is no more… I built this front triangle while working at another frame building workshop from tubing that was laying around, the welds aren’t the nicest and the tubing might have been a little optimistic for the purpose of the bike. DT is a pre bent Zona 12750001110E, TT and ST are straight gauge 35x0.8mm.
There is also another crack at the ST/DT junction which is not engineered the most elegant way It needed to be built quickly with what was available and it held up far longer than I thought it would (about 1.5 years and ~6000km of abuse, including bike park laps, DH races and alpine riding)
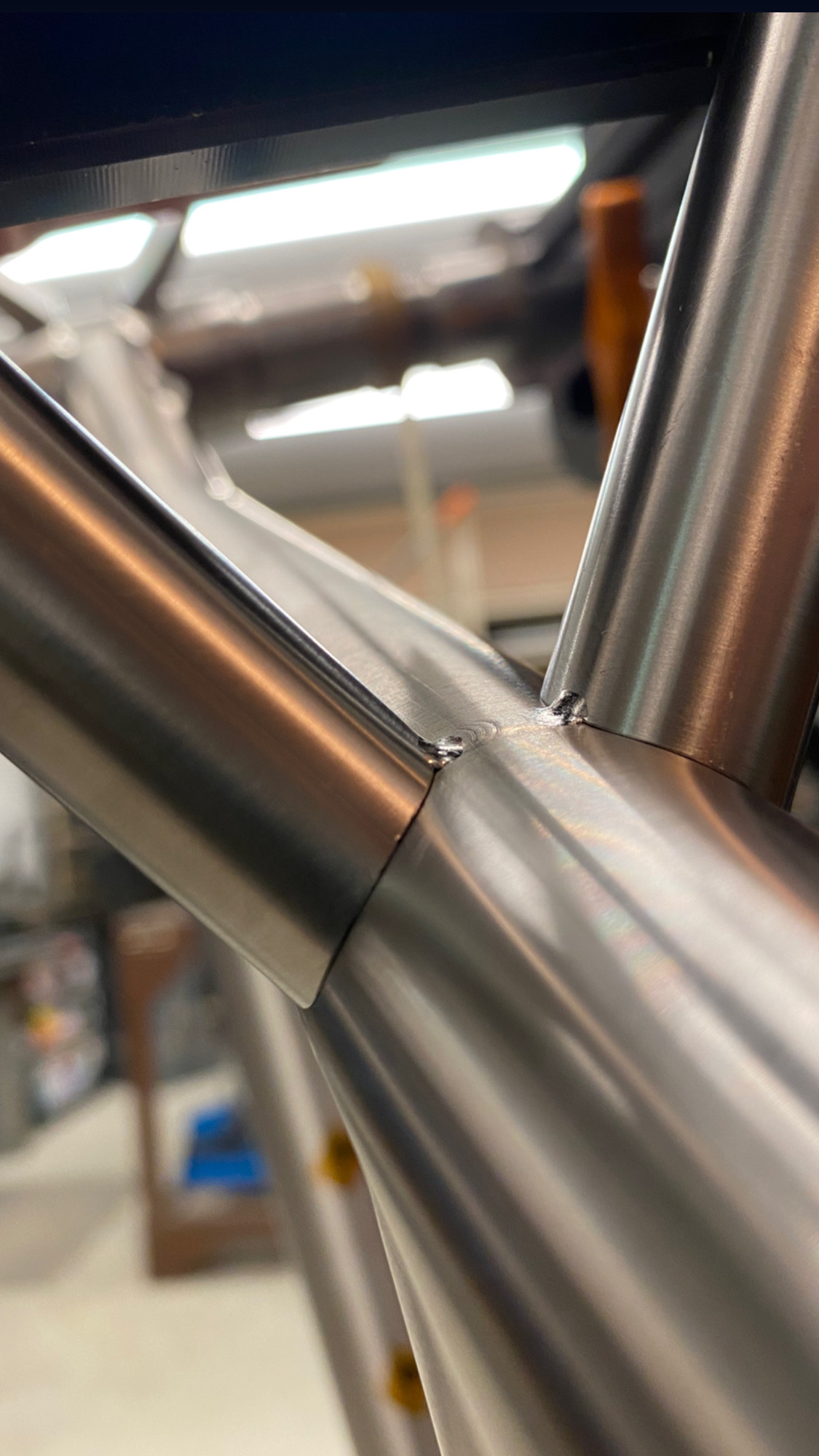
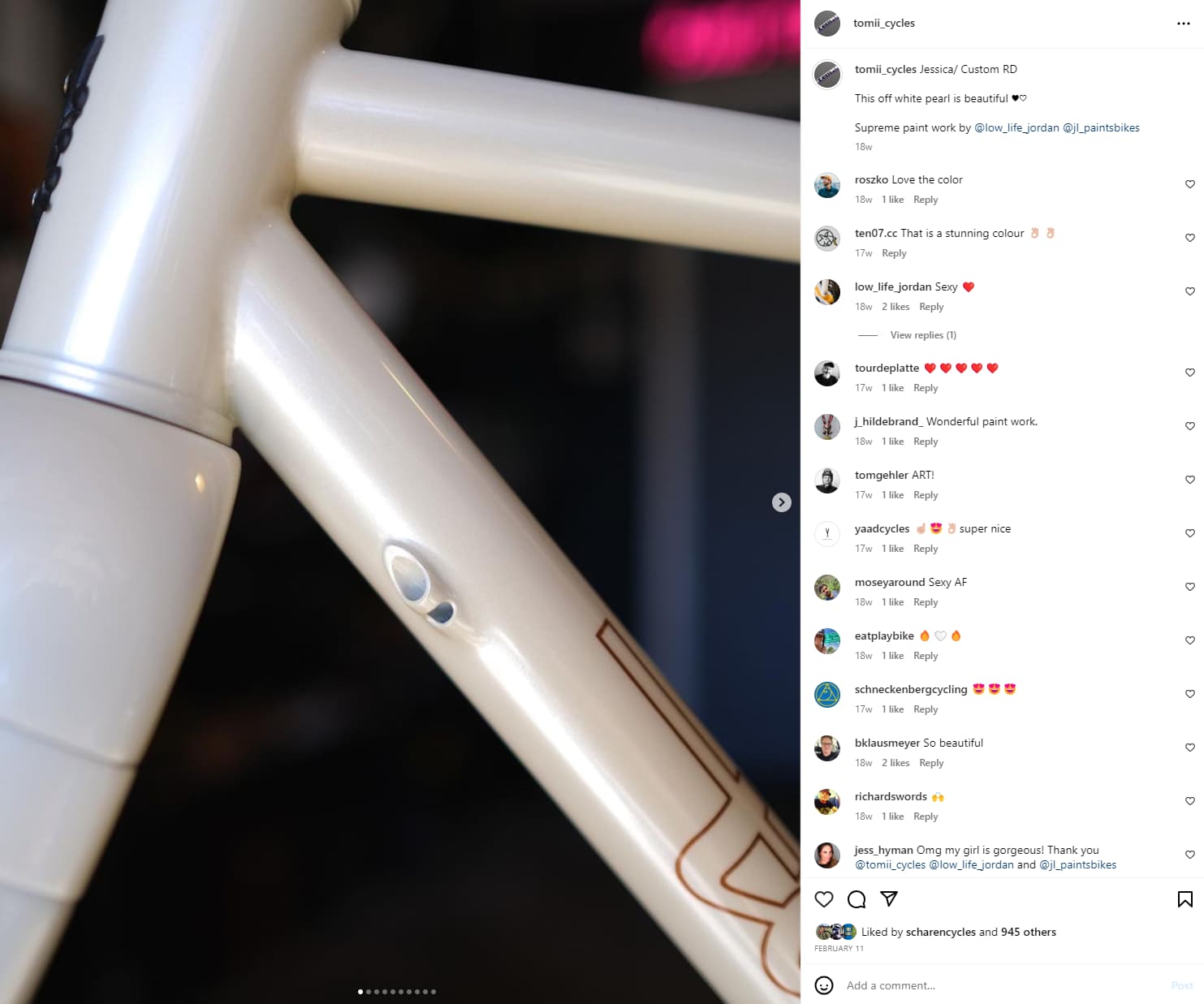
New one for me. He found it while cleaning the bike getting ready to leave for the Tour Divide which starts Friday. The crack is right along the fusion weld between the seatstays on a Ti frame I made just last year. He’s got a lot of seat post sticking out and rides with a saddle bag, and rode a ton all year training for the Tour Divide, but this surprised me.
Luckily he’s still able to take it on the Divide since his local framebuilder in Moab (thanks Pierre of Blaze!) added some filler and bridged the seatstays so it should last the length of the race…and then I can do a real fix. @butchb any ideas and advice?
Here are some pics I found of the frame before it was built up.
What an interesting failure mode, It looks like the topper joint cracked first and transferred to the SS welds.
I have seen two schools of thought on the location of the TT and SS relative to the topper joint. Some are above the joint and others are on the joint. No idea which is better, but perhaps this is a vote in the “above the topper” camp.
Also, this one looks like it has quite a bit of ST extension above the TT. Maybe that is contributing to the leverage?
It’d be great to have some longtime builders to chime in on that collar placement question. Being only a fusion pass it seems like straddling the SS and TT is quite secure and I’ve seen so many Ti builders do it that way. I’d be surprised if that were the problem but it’s obviously not as strong as I thought!
For some reason having the collar weld below that junction seems unsupported, although I’ve seen it done that way too in Ti.
It’s a 30.9 collar (so very thick wall) and a 0.039" seat tube wall. It’s always possible it’s a contamination issue that exposed itself because there was such leverage from the long seat tube extension, but I have no way to confirm that. I’ll likely cut it out and swap in a 4" long collar and hope that does a better job.
The collar extension above the top tube is 40mm, is a little long but with the slot in front it’s nice to have some room to weld. I usually do 35-40 when i have the slot in front and haven’t had issues until now.
That butted seat tube is new to me, nice to have that option. Thanks for sharing!
I’ve been thinking about the complexity of the whole seat cluster area after my recent frame build. Within that small zone is the TT-ST, CS-ST, ST-Topper, and (maybe) seat post binders.
@Daniel_Y - when you were developing your clever yoke, did you play with including the seat tube topper and binder bolts? Is there an obvious reason why that would be extra difficult, or is it a matter of material cost vs labor cost?
I have a couple thoughts, of course long-winded ones…
I assume the insert has at least 0.5" of insert in the 0.039" tube? With that I always wanted an interference fit of about 0.003" in the final 1/3 of the pressed in piece. At various times we would make the first thirds enter easily, the next third at diameter and the final third with the 0.003" interference requiring a fair bit of pressure to make that final bit. We used acme all thread with nuts and aluminum press pieces. This very tight fit discourages any movement even if the weld might be perfect.
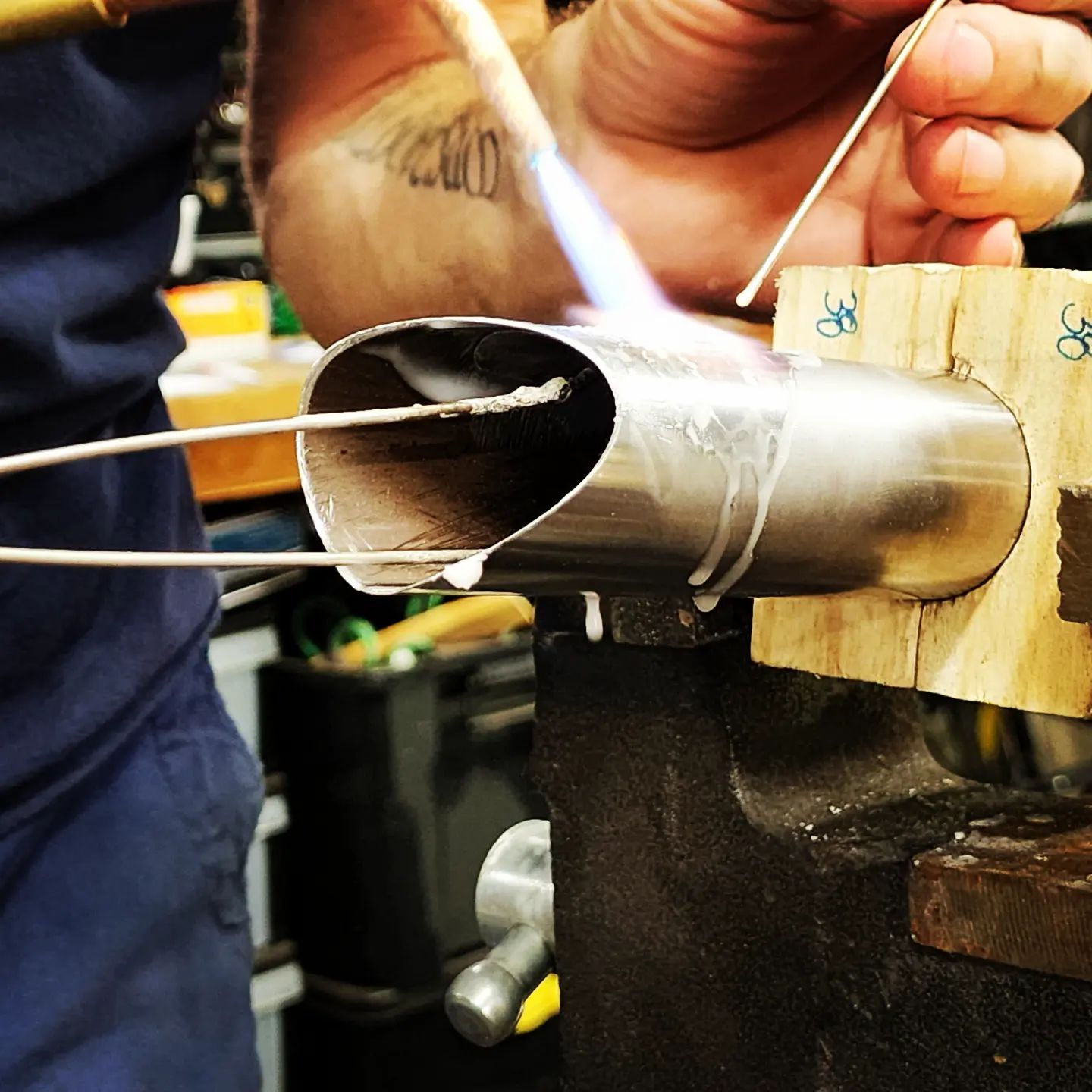
My other thought here, and what I think is going on, is the weld penetration was not sufficient. Even though the fusion looks okay on the outside my question would be is there penetration all the way through. Like you said it is a very thick tube. You should see and feel this easily with your finger after you have welded it in. At Moots we had a dedicated Bridgeport set up with a custom carbide insert end mill (Vermont Indexable Tooling) set for boring out any weld penetration from the insert weld, the top tube weld and the seat stay weld. This is a tricky op as your set up is challenging with any distortion from the top tube weld. Of course the tool needs to be slightly undersized. Having the seatstay welds and the top tube weld relatively across from one another can help. Getting the tube centered and straight is very important. On many of the smaller YBB frames the monostay would be as high as possible on the seat tube and would make the inert out of round.
I think that having the seatstays covering the insert weld helps more than hurts. Again with all the frames we did at Moots when the monostay was high created the most problems.
In my experience weld contamination was hardly ever the culprit on pieces with fairly heavy welds like this. I did see a couple Litespeeds with front derailleur weld ons crack at the welds from poor cleaning etc. as well as their head tube welds from them back many years ago. The most common cracks that were in the center of the weld came from lack of penetration and would sometimes start at the weld dropoff point if it was stopped in the wrong location. Doing a thorough fusion on each joint protected against these issues very well.
Also, when Kent started making Ti YBBs he did a crazy thing where he used a full length thin tube and then put a Ti tube inside as a slip fit and welded it around the top and in the slot and relief hole. Many of these frames came back with cracked set tubes. They had his original suspension design that was a lot different from what you saw later. We would hack saw the seat tube across at the top tube, clamp the frame in the seat tube reaming set up and run 1-1/4" hole saw (seat tube diameter at the time) down until it was 1/2 the diameter in the top tube then hammer a seat insert in and weld in a new monostay. The insert didn’t have a full weld around it under the top tube intersection but rewelding the top tube and the monostay over the seam and onto the insert held up well. #thingsI’vedonetosaveaframe.
Thanks Butch! Really valuable insight and experience. The insert fusion weld penetration must not have been good enough, and the less than interference fit of the collar explain what happened here well. My fusion pass around the collar has not been hot enough to feel inside the tube, I wrongly expected the straddling of the seatstays and top tube would be enough to support that joint. (At least it wasn’t for this rider that is admittedly tough on bikes - he did say he breaks most frames within a couple of years).
I do put at least 0.5” of the collar step inside the seat tube and make it a tight fit, but not that tight of a fit.
There are certain things a smaller shop has trouble doing, like dedicated machines for such specific ops, but just knowing how the bigger builders do these things is very illuminating. I imagine they have seen all these issues long ago and adapted their process accordingly. Now it’s up to me to figure out how I can adapt within my means. Always leaning…
A straight carbide deburr bit with a long shank can knock down the "bulge so you can get a reamer in there. Then a flab wheel can smooth it out. Some forks put the seat tube reamer in a lathe to get a little more power to it. John Slawta did this for years.
This was a fun lesson to learn! Luckily it was a far more hilarious than dangerous experience. It broke at about 1mph as I hopped up a tiny asphalt lip, less than a quarter mile from an aid station at Grinduro PA. I was bummed to not finish the race since I had been doing quite well, but was happy to walk away all smiles and no scrapes. This was my third frame and I have thankfully learned a lot since then!
Here’s what I think went wrong:
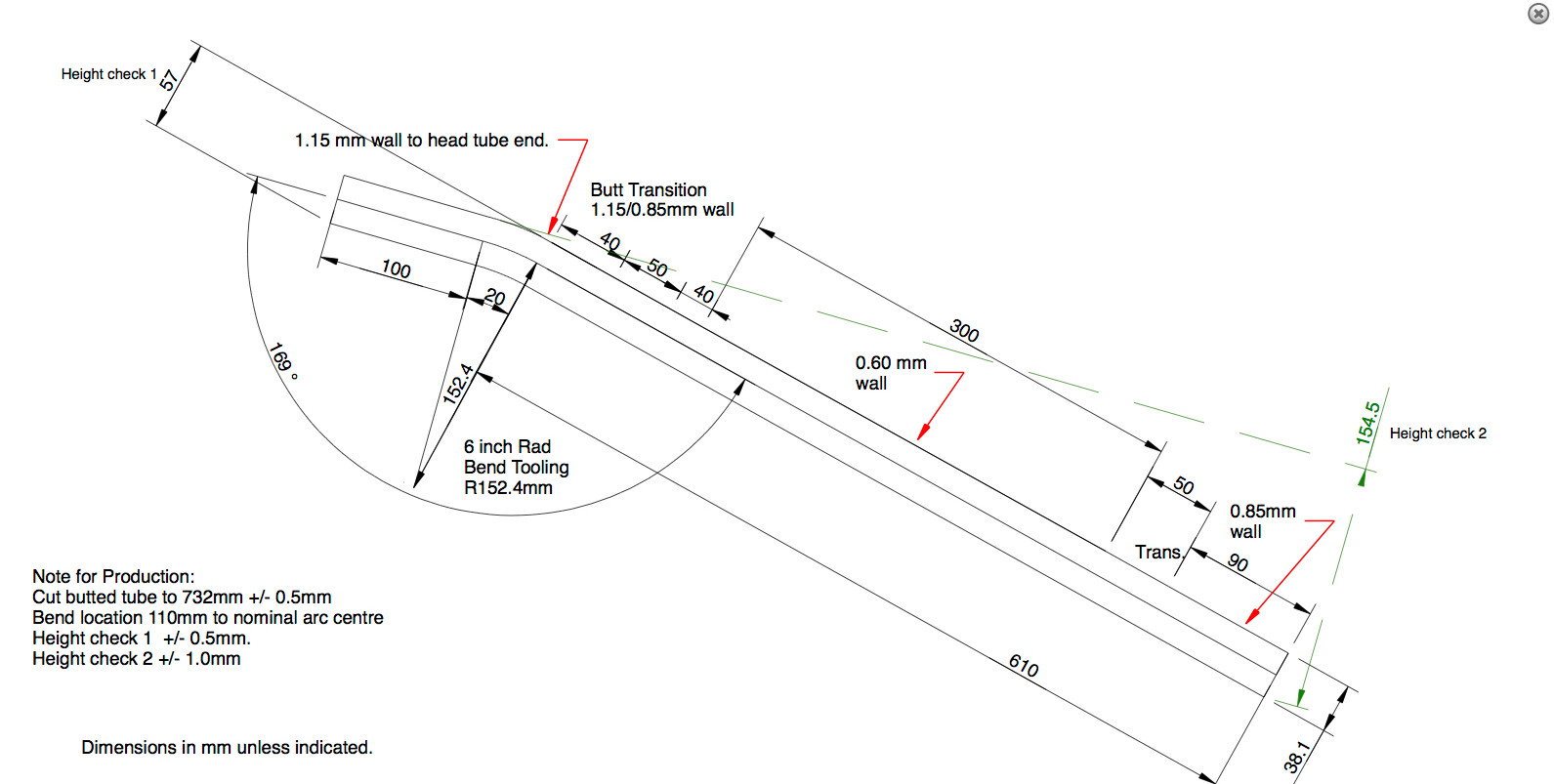
I built with a totally un-spec’d Nova pre-bent down tube, backwards. I am thinking I cut off too much in what was supposed to be the “BB end” of the tube and maybe got into the butting transition.
I had replaced the head tube after first brazing it in crooked, so the down tube went through two heat cycles.
The lower two internal routing ports were right next to the fillet on the HT/DT joint and likely saw the most flex/stress.
None of the routing ports were reinforced in any way.
I was absolutely ripping it down some very chunky singletrack earlier.
I don’t think this is an “internal routing is cancelled” sorta thing since it’s a bit of a perfect storm of things done wrong, but I’ll definitely be way more careful about how I poke holes in the down tube going forward. I’m happy to have learned this lesson on a personal frame and not a customer’s!
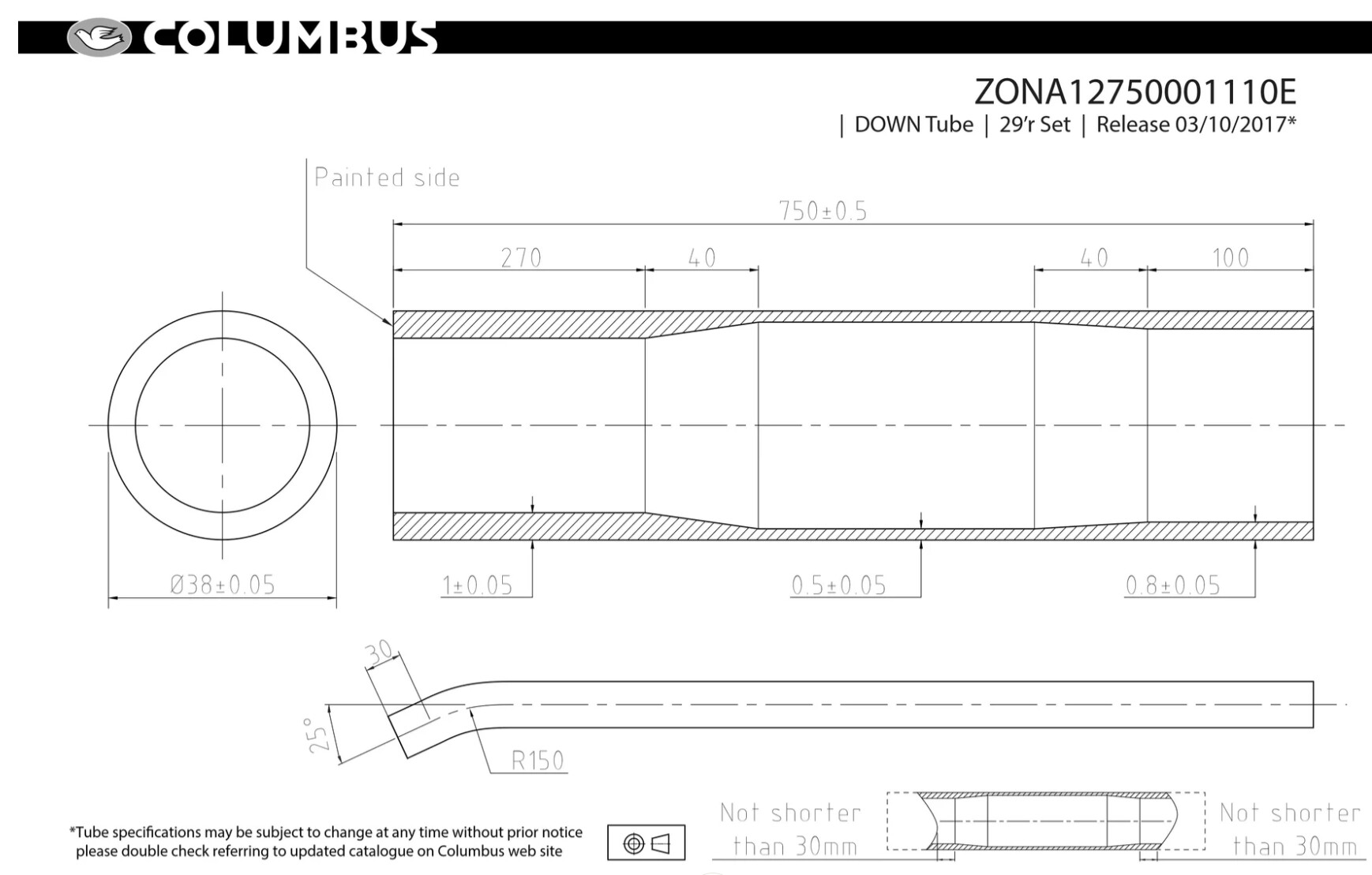
My armchair engineering would guess that the downtube spec could be the culprit. I couldn’t find the Nova spec (RIP), but here are two similar ones from Columbus and Reynolds:
Both have thicker and longer butts on the headtube end. If the DT was sized by cutting the straight end, I could definitely see thicc butt length being ~50mm from the miter. Columbus calls out the butts should be “no shorter than 30mm”, but I’m sure that does not factor in cable ports.
I also have heard some debate about letting the internal tubes stick out a bit to leave the fillet. I imagine it helps spread out the load compared to if it were flush
Glad you are ok and it didn’t end up in a bad wreck. This is the exact reason why I do the internal plate. It’s a fiddly pain in the arse but being impaled by a loose tube at speed is a lot more painful. Any penetration I do gets a reinforcing plate whether it be cable ports or bottle bosses. Plus I now alo put decent fillet on the outside with the tube sitting external.
Lack of fillet, both internal and external would be my first guess, but also the fact that you (very neatly I admit!) aligned all the holes around the tube might be an issue I can imagine.
I appreciate Devlins idea but I would be a bit weary of the lineload/sharp edge you add to the tube. Or did you make it under an angle/in a point to spread the load over a longer section?
So far my solution has been to give it a nice big fillet on the outside and make sure there’s enough penetration in the inside. Hasn’t failed me yet, but you never know… But seeing how BTR has been doing it like this I am pretty confident it will be strong when put in the butt of the tube.
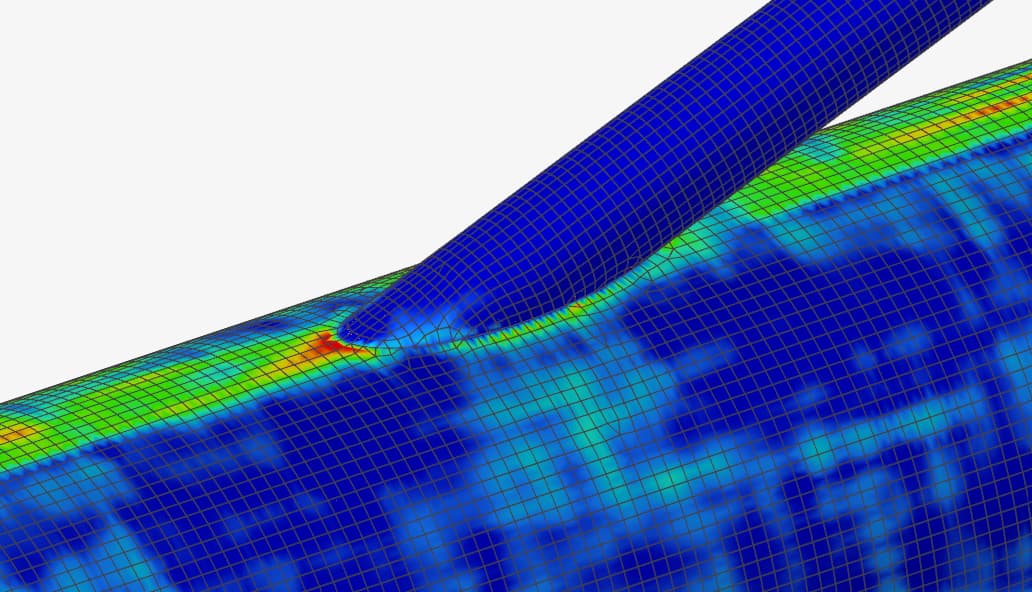
My eyeball FEA says that your assessment is probably correct… Just one more thing to add: It probably didn’t help that both cable ports are on the exact same cross section. A bit of offset between them could have distributed the stress rising to different parts of the tube.
The real FEA says it’s maybe not as bad as I initially thought: